2026-05-22
2026-05-22 Un arc cu gaz pare înșelător de simplu - un cilindru presurizat cu o tijă glisantă. Dar fiecare suprafață care etanșează, ghidează sau suportă sarcina trebuie prelucrată conform specificațiilor exacte. Pierdeți un diametru al alezajului chiar și cu câteva sutimi de milimetru și gazul de azot se scurge pe lângă garnituri, arcul își pierde forța nominală, iar un client OEM respinge întregul lot. Prelucrare CNC cu arc de gaz auto este, prin urmare, unul dintre acele procese în care toleranțele nu sunt negociabile și fiecare decizie privind traseul sculei are o consecință în aval asupra duratei de viață a produsului.
Acest articol prezintă operațiunile critice de prelucrare, materialele, cerințele de toleranță și pașii de finisare a suprafeței implicați în fabricarea componentelor de înaltă calitate pentru arcuri cu gaz pentru automobile, fie că citați o serie de producție sau proiectați piese pentru fabricabilitate.
Un ansamblu de arc cu gaz auto conține mai multe componente prelucrate, fiecare cu funcție distinctă și criticitate dimensională. Înțelegerea a ceea ce face fiecare parte facilitează specificarea procesului și a toleranțelor potrivite încă de la început.
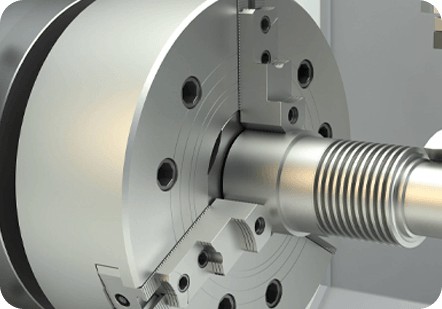
Cilindrul este carcasa exterioară - de obicei un tub din oțel sau aluminiu fără sudură care reține azot sub presiune. Operațiunile CNC aici se concentrează pe finisarea alezajului și prelucrarea frontală. Alezajul interior trebuie șlefuit sau finisat pentru a obține atât diametrul corect, cât și o rugozitate a suprafeței suficient de scăzută pentru ca garniturile pistonului să alunece fără frecare sau uzură excesivă. Diametrele interne ale cilindrilor cu arc cu gaz auto variază de obicei de la 10 mm la 60 mm, cu toleranțe ale alezajului în intervalul H7 (de obicei ±0,010–0,025 mm în funcție de diametru).
Tija pistonului este cea mai critică componentă dimensională. Trebuie să fie drept în limite strânse, să aibă un diametru menținut la toleranțe strânse pentru potrivirea etanșării și să aibă un finisaj de suprafață care să reziste atât la uzură, cât și la coroziune. Strunjirea CNC produce semifabricatul tijei; șlefuirea ulterioară fără centre și cromarea tare sau nitrocarburarea sunt pași standard de post-prelucrare. Diametrele tijei sunt de obicei cuprinse între 6 mm și 28 mm în aplicațiile auto, iar abaterile de dreptate peste 0,05 mm pe o lungime de 300 mm pot cauza blocarea pistonului și defecțiunea accelerată a etanșării.
Pistonul în sine este prelucrat pentru a se potrivi cu alezajul cu un joc controlat. Acesta poartă geometria trecerii gazului - caneluri, găuri sau profile trepte - care guvernează comportamentul fluxului de gaz în timpul compresiei și extinderii. Operațiile de strunjire și frezare CNC creează aceste caracteristici. Orice bavură lăsată într-un pasaj de gaz sau canal de etanșare modifică caracteristicile de curgere și riscă deteriorarea etanșării în timpul asamblarii.
Ghidajul tijei aliniază și susține tija pistonului la capătul deschis al cilindrului. Este nevoie de un ID alezat precis pentru a se potrivi cu diametrul tijei și un diametru exterior pentru a se potrivi cu alezajul cilindrului fără joc. Capacele de capăt pentru modelele sigilate sunt adesea sertizate sau filetate la locul lor, astfel încât geometria filetului și pătrarea feței contează pentru asamblarea fără scurgeri. Aceste piese sunt de obicei turnate CNC în oțel sau materiale plastice inginerești armate cu inserții metalice.
Alegerea materialului afectează fiecare decizie de prelucrare din aval - vitezele de așchiere, selecția sculelor, metodele de finisare a suprafeței și criteriile de inspecție finală. Componentele arcurilor cu gaz auto sunt fabricate în principal dintr-un set mic de materiale, fiecare cu caracteristici de prelucrare cunoscute.
| Component | Material tipic | Considerent cheie de prelucrare |
|---|---|---|
| Tub cilindric | Oțel fără sudură trasat la rece (de exemplu, ST52, E235) | Alezajul pre-desat reduce prelucrarea internă; finisare șlefuirea atinge finalul Ra |
| Tija pistonului | Oțel carbon călit (de exemplu, C45, 42CrMo4) | Crom dur sau nitrurare după strunjire CNC; măcinare până la diametrul final |
| Piston | Zinc turnat sub presiune, oțel sau polimer POM | Piesele turnate sub presiune necesită strunjire de finisare; piesele polimerice au nevoie de unelte ascuțite și de căldură scăzută |
| Ghidaj tije / capac de capăt | Alama, aluminiu sau otel | Mașini de alamă liber; aluminiul necesită lichid de răcire pentru calitatea suprafeței |
| Variante ușoare | Aliaj de aluminiu (de exemplu, 6061-T6, 7075) | Viteze mari de avans posibile; anodizarea necesară pentru protecția împotriva coroziunii |
Oțelul rămâne alegerea dominantă pentru componentele structurale datorită rezistenței sale ridicate la tracțiune și a comportamentului bine înțeles la oboseală sub sarcini ciclice de presiune a gazului. Aliajele de aluminiu sunt folosite mai des în aplicațiile pentru autoturisme sensibile la greutate – barele de capotă ale portbagajului sunt un exemplu tipic – unde presiunea de funcționare mai mică permite secțiuni mai subțiri ale peretelui și diametre mai mici ale tijei. Pentru orice componentă a arcului cu gaz din aluminiu, anodizarea sau acoperirea dură este obligatorie pentru a preveni coroziunea prin frecare la interfața tijă-etanșare.
Performanța arcului cu gaz este direct guvernată de relația dimensională dintre tija pistonului, alezajul cilindrului și elementele de etanșare. Specificarea prea slabă a toleranțelor riscă scurgeri și durata de viață scurtă; specificarea lor mai strictă decât este necesar crește costul de prelucrare fără a adăuga valoare funcțională. Tabelul de mai jos rezumă obiectivele practice de toleranță pentru interfețele de potrivire cheie.
| Interfață | Tip de potrivire | Toleranță tipică (diametru) | Scop |
|---|---|---|---|
| Tija pistonului OD / seal ID | Închidere rulare (f7/H7) | ±0,010–0,015 mm | Asigură contactul de etanșare fără tragerea tijei |
| Alezajul cilindrului / diametrul exterior al pistonului | Clearance (H7/e8) | 0,020–0,060 mm joc | Permite deplasarea pistonului fără contact cu metalul |
| Diametrul exterior al ghidajului tijei / alezajul cilindrului | Tranziție (H7/js6) | 0–0,015 mm | Previne balansarea ghidajului; păstrează alinierea tijei |
| File pe capac | 6H / 6g standard | Metric ISO, potrivire medie | Etanșare sub presiune; ușurință de asamblare |
Pentru dimensiuni critice ale alezajului, Strunjirea CNC singură este rareori suficientă ca operație finală . Slefuirea adaugă combinația de precizie dimensională și așezarea controlată a suprafeței pe care o necesită etanșările - un orificiu turnat la Ra 0,8 µm degradează durata de viață a etanșării în comparație cu o suprafață șlefuită la Ra 0,2–0,4 µm. Diametrele tijei pistonului sunt în mod similar șlefuite după rotire, etapa de șlefuire ținând banda de toleranță finală h6 sau f7 necesară pentru angajarea corectă a etanșării.
Dincolo de diametru, componentele arcului cu gaz necesită controlul erorilor de formă. Un orificiu care se încadrează în toleranța de diametru, dar semnificativ în afara rotunjii va genera o compresie neuniformă a etanșării, ceea ce duce la căi de scurgere localizate. Cerințele de rotunjire pentru alezajele cilindrilor în producția de arcuri cu gaz auto sunt de obicei 0,003–0,008 mm (3–8 µm), ceea ce este realizabil cu strunjire CNC de calitate, urmată de șlefuire pe o mașină dedicată. Cilindricitatea - combinația de rotunjime și dreptate pe toată lungimea alezajului - contează cel mai mult pentru cilindrii mai lungi, unde creșterea termică în timpul prelucrării poate introduce erori de baril sau conic.
Valorile rugozității suprafeței sunt specificate ca Ra (rugozitate medie aritmetică) și trebuie verificate cu un profilometru, neestimat prin inspecție vizuală. Suprafețele de lucru ale alezajului cilindrului și ale tijei pistonului au fiecare obiective distincte:

Geometria cilindrică a componentelor arcului cu gaz face ca strunjirea CNC să fie procesul de producție dominant. Centrele moderne de strunjire CNC - în special mașinile cu două axuri, cu turnulă dublă - sunt potrivite pentru producția de arcuri cu gaz auto, deoarece pot completa o piesă într-o singură configurare, eliminând erorile de refixare care degradează concentricitatea dintre alezaj și diametrul exterior.
Tijele de piston sunt de obicei produse din stoc de bare pe un strung CNC cu un alimentator de bare. Secvența de strunjire include strunjire grosieră OD, filetare la capătul atașamentului, decupare pentru inele elastice sau caneluri de etanșare și teșire. Deoarece stocul de bară este materialul de pornire, rectitudinea materialului care intră contează - stocul de bară înclinat introduce o curățare care duce până la tija finită și poate fi corectată doar prin șlefuire fără centru. Specificarea dreptății barei brute la 0,5 mm pe metru înainte de prelucrare previne reprelucrarea în aval.
Componentele arcului de gaz sunt produse de mare volum. Furnizorii OEM de automobile care produc zeci de mii de cilindri pe lună au nevoie de timpi de ciclu în intervalul de 30-90 de secunde pe piesă pentru a fi competitivi din punct de vedere al costurilor. Centrele de strunjire CNC cu două turele abordează acest lucru prin prelucrarea simultană a două caracteristici - de exemplu, degroșarea OD în timp ce finisarea diametrului ID - reducerea timpilor ciclului de tăiere cu 30-50% în comparație cu operațiunile secvențiale pe o mașină cu o singură turelă. Funcționarea cu stingerea luminii peste noapte cu alimentarea automată a barelor și colectarea pieselor reduce și mai mult costul pe bucată pentru rulajele de mare volum.
Unele modele de arc cu gaz necesită orificii radiale, găuri de umplere perforate în cruce sau plăci frezate la capătul cilindrului pentru angajarea sculelor de asamblare. Un centru de strunjire CNC cu scule active gestionează aceste caracteristici în aceeași configurație ca și operațiunile de strunjire, evitând o operație secundară de frezare CNC. Acest lucru este deosebit de important pentru orificiile de umplere cu gaz - găuri de diametru mic găurite radial în peretele cilindrului - unde precizia poziției în raport cu linia centrală a găurii afectează potrivirea dopului de etanșare.
Suprafețele brute prelucrate CNC nu sunt aproape niciodată condiția finală a suprafeței pentru componentele arcului cu gaz auto. Cerințele de performanță la coroziune, uzură și frecare sunt toate tratamentele post-prelucrare care trebuie luate în considerare în dimensiunile prelucrate originale.
Cromul dur este cel mai comun tratament de suprafață pentru tijele pistonului. Un strat tipic de crom de 10–25 µm este depus după măcinare, apoi măcinat din nou până la diametrul final. Această secvență „plăci și șlefuire” atinge atât duritatea suprafeței (900–1000 HV) necesară pentru a rezista la uzura etanșării, cât și finisajul Ra 0,1 µm necesar pentru funcționarea cu frecare redusă. Cromul se adaugă la diametrul tijei, astfel încât diametrul de șlefuire pre-crom trebuie calculat pentru a ateriza în toleranță după depunerea cromului - o etapă care necesită un control consecvent al procesului de placare și o comunicare strânsă între atelierul de prelucrare și instalația de placare.
Pentru aplicațiile în care cromarea este restricționată din cauza reglementărilor de mediu (cromul hexavalent este supus restricțiilor REACH în Europa), nitrocarburarea - numită și nitrocarburarea feritică sau tratarea Tenifer/Melonit - este alternativa preferată. Procesul difuzează azotul și carbonul în suprafața oțelului pentru a forma un strat compus dur de 10–20 µm grosime, combinat cu o zonă de difuzie mai adâncă care crește rezistența la oboseală. Spre deosebire de cromarea, nitrocarburarea produce modificări dimensionale minime (de obicei sub 5 µm de creștere), astfel încât tijele cu toleranță strânsă pot fi adesea procesate fără o etapă de măcinare post-tratament. Suprafața rezultată are o rezistență excelentă la coroziune și un aspect caracteristic gri închis.
Alezajul cilindrului primește șlefuire după strunjirea CNC pentru a obține simultan diametrul final, rotunjimea și textura suprafeței. Slefuire de platou — un proces de șlefuire în două etape folosind o piatră mai grosieră urmată de o piatră fină de finisare — produce o suprafață cu văi puțin adânci pentru reținerea uleiului și vârfuri aplatizate care rezistă la uzură. Acest profil este măsurat prin parametrii Rk (adâncimea rugozității miezului, înălțimea redusă a vârfului, adâncimea văii redusă) mai degrabă decât valorile simple Ra și ar trebui specificate pe desene pentru aplicațiile critice ale alezajului. Alezajele șlefuite pe platou prelungesc durata de viață a etanșării în mod semnificativ în comparație cu suprafețele șlefuite drepte sau cu o singură treaptă.
Tuburile cilindrice și componentele structurale din oțel care nu necesită o suprafață de uzură sunt de obicei galvanizate cu zinc-nichel pentru protecție împotriva coroziunii. Zinc-nichel (conținut de 12–15% nichel) oferă o rezistență substanțial mai bună la pulverizarea cu sare decât placarea convențională cu zinc – de obicei 720–1000 de ore până la rugină roșie în testarea cu pulverizare cu sare neutră față de 120–240 de ore doar pentru zinc. Pentru arcurile de gaz exterioare sau sub caroserie ale autovehiculelor expuse la sare și umiditate din drum, această performanță la coroziune este cerută de majoritatea specificațiilor OEM.
Prelucrarea arcurilor cu gaz pentru automobile funcționează în conformitate cu sisteme de calitate stricte, de obicei IATF 16949 sau ISO 9001, cu cerințele clienților specifice auto. Inspecția nu este o poartă finală - este integrată în fluxul de producție prin controlul statistic al procesului și măsurarea în proces.
Măsurarea aerului este metoda preferată pentru inspecția cu diametrul de volum mare, deoarece este rapidă (măsurare în mai puțin de 2 secunde), fără contact și foarte repetabilă. Un ax de măsurare a aerului introdus în orificiu sau plasat în jurul unei tije măsoară contrapresiunea aerului, care este corelată direct cu diametrul prin intermediul unui master de calibrare. Manometrele de aer sunt de obicei integrate în celula de strunjire CNC, astfel încât fiecare piesă este măsurată înainte de descărcare, permițând feedback în timp real către sistemul de compensare a offset al mașinii-unelte.
Inspecția mașinii de măsurare în coordonate (CMM) este utilizată pentru aprobarea primului articol, audituri periodice și orice caracteristică pe care măsurarea aerului nu le poate măsura cu ușurință - inclusiv diametrul pasului filetului, perpendicularitatea alezajului la față și poziția găurilor perforate încrucișat. Programele CMM pentru componentele arcului cu gaz sunt de obicei scrise pentru a se potrivi cu indicațiile GD&T ale desenului, iar rapoartele de măsurare rezultate sunt transmise clientului ca parte a Procesului de aprobare a piesei de producție (PPAP).
După asamblare, testarea etanșeității 100% este o practică standard pentru arcurile cu gaz auto. Cea mai comună metodă utilizează spectrometria de masă cu heliu sau testarea decăderii presiunii diferențiale. Testarea presiunii diferențiale este mai practică pentru producția de volum mare - arcul asamblat este presurizat la o presiune de testare, izolat și orice cădere de presiune într-o perioadă stabilită (de obicei 10-30 de secunde) este comparată cu un prag de respingere. Un test de scădere a presiunii bine calibrat poate detecta în mod fiabil ratele de scurgere sub 1 cc/min de azot la presiunea de lucru.
Inginerii de proiectare care specifică componentele arcului cu gaz auto pot reduce semnificativ costurile de prelucrare, urmând câteva reguli practice. Acestea nu compromit funcția - ele aliniază designul cu capacitățile naturale ale strunjirii CNC și ale proceselor aferente.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025