2026-03-16
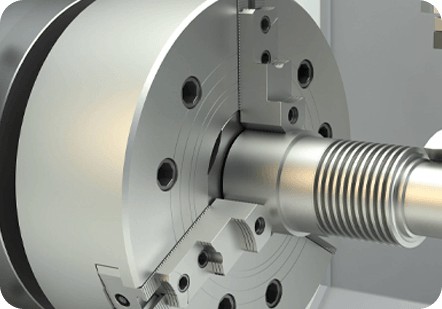
2026-03-16 Un arbore de motor de precizie este componenta mecanică de ieșire a unui motor electric - elementul cilindric rotativ care transmite cuplul de la rotorul motorului la sarcina antrenată prin cuplaje, roți dințate, scripete, pinioane sau conexiuni directe prin interferență. Cuvântul „precizie” în acest context nu este un calificativ de marketing; se referă la toleranțele dimensionale strânse, cerințele de precizie geometrică și specificațiile de finisare a suprafeței care disting un arbore de motor de precizie de un arbore comercial standard. În aplicații care variază de la dispozitive medicale și instrumente de laborator până la servomotor, robotică și actuatoare aerospațiale, precizia dimensională a arborelui determină direct performanța sistemului - calitatea potrivirii rulmentului, concentricitatea cuplajului, nivelurile de vibrație, precizia de rotație și, în cele din urmă, fiabilitatea întregului ansamblu antrenat.
Chiar și abaterile mici de la geometria specificată a arborelui pot deveni în cascadă probleme grave la nivel de sistem. Un diametru al arborelui care este supradimensionat de 0,01 mm va face ca un rulment cu fixare prin presare să fie suprasolicitat în timpul asamblarii și poate crăpa calea interioară. Un arbore cu o curgere de 0,005 mm pe pivotul rulmentului va impune o sarcină ciclică asupra rulmentului la frecvența de rotație a arborelui, reducând dramatic durata de viață a acestuia L10. Un arbore cu rugozitate incorectă a suprafeței pe scaunul rulmentului — prea dur — se va micro-suda pe pista interioară a rulmentului în timpul funcționării, făcând dezasamblarea distructivă. Acestea nu sunt cazuri de margine; acestea sunt consecințele de rutină ale aprovizionării arborilor motorului la grade de precizie inadecvate și înțelegerea a ceea ce face ca un axul motorului de precizie cu adevărat precis este esențial pentru oricine specifică, achiziționează sau proiectează cu aceste componente.
Un arbore de motor de precizie nu este un simplu cilindru - este o componentă prelucrată cu mai multe caracteristici, în care fiecare zonă este proiectată să interfațeze cu o componentă de împerechere specifică și fiecare interfață impune propriile cerințe dimensionale, geometrice și de finisare a suprafeței. Înțelegerea funcției fiecărei caracteristici ajută la scrierea specificațiilor și la evaluarea capacității furnizorului.
Bilanții lagărelor sunt secțiunile cilindrice ale arborelui care se așează în interiorul elementului de rulare al motorului sau al rulmenților alți. Acestea sunt de obicei cele mai critice secțiuni dimensionale ale întregului arbore. Diametrul tijului trebuie menținut la o toleranță strânsă - de obicei IT5 sau IT6, conform ISO 286, care se traduce în toleranțe de ± 0,003 mm până la ± 0,008 mm pe diametre cuprinse între 5 mm și 50 mm - pentru a obține potrivirea corectă a rulmentului. O potrivire cu joc este utilizată pentru rulmenții care trebuie apăsați pe arbore cu forță manuală sau cu unelte ușoare (potrivire de tranziție), în timp ce o potrivire prin interferență este utilizată în cazul în care pista interioară a rulmentului trebuie blocată în siguranță pe arbore pentru a preveni fluajul sub sarcină. Rugozitatea suprafeței lagărelor lagărelor este specificată la Ra 0,4 µm până la Ra 0,8 µm pentru rulmenții cu elemente de rulare și Ra 0,2 µm sau mai fină pentru rulmenți hidrodinamici simpli, unde finisarea suprafeței afectează direct formarea peliculei de ulei care susține arborele.
Capătul de ieșire sau de antrenare al arborelui unui motor de precizie este secțiunea care se conectează la sarcină - printr-un butuc cu cheie, cuplare canelară, angrenaj pinion, scripete, disc codificator sau alt element de transmisie a puterii. Canelele prelucrate în arbore asigură o conexiune de antrenare rotațională pozitivă care transmite cuplul fără a se baza doar pe interferențe. Capetele arborelui canelat – atât profile evolvente, cât și cu laturi drepte – distribuie cuplul în mai multe puncte de contact, oferind o capacitate de cuplu mai mare și o toleranță mai bună la dezaliniere decât canelurile unice. Capetele arborelui conic șlefuit de precizie sunt utilizate în aplicații care necesită asamblarea și dezasamblarea ușoară a butucurilor fără cheie, unde unghiul conic creează o potrivire de interferență cu autoblocare sau eliberare, în funcție de aplicarea unei piulițe de strângere axială. Caracteristicile filetului de la capătul arborelui rețin butucii de cuplare, discurile codificatoare sau capacele de capăt împotriva sarcinilor axiale.
În majoritatea modelelor de motoare electrice, stiva de laminare a rotorului sau ansamblul magnetului permanent este montat prin interferență direct pe arborele motorului. Zona de montare a rotorului trebuie să aibă un diametru controlat cu precizie pentru o potrivire specifică prin interferență care să asigure o transmisie adecvată a cuplului, fără a provoca fisurarea laminațiilor rotorului în timpul montajului prin presare. La motoarele de mare viteză, interferența dintre rotor și arbore trebuie să reziste, de asemenea, expansiunii centrifuge a rotorului la turație maximă - dacă interferența este insuficientă, rotorul se poate slăbi în viteză, provocând un dezechilibru catastrofal. Rotunjimea zonei de montare a rotorului afectează în mod direct calitatea echilibrului dinamic care poate fi atins după asamblarea rotorului: un arbore deformat introduce o eroare de excentricitate în distribuția masei rotorului care nu poate fi corectată complet prin echilibrarea ulterioară.
Tranzițiile de diametru între secțiunile arborelui creează umeri care localizează axial rulmenții, rotoarele și alte componente de-a lungul arborelui. Perpendicularitatea acestor umeri față de axa arborelui - toleranța de perpendicularitate - determină modul de așezare perpendiculară a rulmenților și a rotoarelor, afectând preîncărcarea și alinierea axială. Canelurile subdecupate de la baza umerilor și de la capetele secțiunilor de sol ameliorează concentrația de solicitare creată de modificările bruște de diametru, îmbunătățind semnificativ durata de viață la oboseală a arborelui sub sarcini ciclice de torsiune și încovoiere. La arborii de motoare de precizie cu ciclu înalt, aceste raze de decupare și finisarea suprafeței lor sunt la fel de importante pentru durata de viață ca și rezistența totală a materialului arborelui.
Selecția materialului pentru un arbore de motor de precizie implică echilibrarea prelucrabilității și șlefuirii (care determină precizia dimensională realizabilă), rezistența mecanică și rezistența la oboseală (care determină capacitatea de suportare a sarcinii și durata de viață), proprietățile magnetice (critice în aplicațiile în care arborele trece prin circuitul magnetic al motorului) și rezistența la coroziune (pentru aplicații în medii agresive, chimice sau alimentare).
| Material | Gradul tipic | Proprietăți cheie | Aplicație comună |
| Oțel carbon | C45, 1045, S45C | Rezistență bună, prelucrabil, cost redus | Motoare industriale generale, HVAC, pompe |
| Oțel aliat | 42CrMo4, 4140, SCM440 | Rezistență ridicată, rezistent la oboseală, tratabil termic | Servomotoare, unități cu cuplu mare, ieșiri ale cutiei de viteze |
| Oțel cementat | 16MnCr5, 8620 | Suprafață tare, miez dur, rezistent la uzură | Arbori cu pinioane integrale, fuste cu uzură mare |
| Oțel inoxidabil | 303, 316, 17-4PH | Rezistent la coroziune, nemagnetic (austenitic) | Dispozitive medicale, procesare alimente, motoare marine |
| Aliaj de titan | Ti-6Al-4V | Rezistență ridicată la greutate, nemagnetic, rezistent la coroziune | Actuatoare aerospațiale, motoare compatibile cu RMN |
| Aliaj de aluminiu | 7075-T6, 6061-T6 | Ușoare, nemagnetice, prelucrabilitate bună | Motoare mici de mare viteză, unități UAV, robotică |
Multe materiale de precizie pentru arborele motorului sunt tratate termic pentru a dezvolta proprietățile mecanice necesare - călirea și revenirea oțelurilor aliate pentru a obține o rezistență la tracțiune de 900–1.200 MPa, cementarea carcasei oțelurilor slab aliate pentru a obține o suprafață dură rezistentă la uzură cu un miez dur sau nitrurare pentru a obține un strat de suprafață extrem de dur cu dizolvare dimensională minimă. Secvența tratamentului termic și a operațiilor de șlefuire de precizie este critică: tratamentul termic determină distorsiuni dimensionale care trebuie corectate prin șlefuirea ulterioară. Arborii motoarelor de precizie sunt de obicei prelucrați brut, tratați termic, îndreptați dacă este necesar și apoi șlefuiți cu precizie până la dimensiunile finale. Slefuirea finală după tratamentul termic – nu înainte – este singura modalitate fiabilă de a obține simultan atât proprietățile mecanice necesare, cât și toleranțele dimensionale strânse ale unui arbore de motor de precizie.
Specificația de toleranță este inima tehnică a proiectării de precizie a arborelui motorului. Prea slăbit și arborele nu își poate îndeplini funcția prevăzută; strâns inutil, iar costul de producție crește fără beneficii. Înțelegerea care toleranțe contează cel mai mult pentru fiecare caracteristică și ce valori sunt adecvate pentru diferite aplicații și viteze, este ceea ce separă un desen de ax de motor de precizie bine specificat de unul care este fie subspecificat, fie imposibil de strâns.
Diametrele arborelui sunt specificate folosind sistemul de toleranță ISO 286, care definește atât gradul de toleranță (gradul IT, indicând lățimea totală a benzii de toleranță), cât și abaterea fundamentală (o literă care indică poziția benzii de toleranță față de dimensiunea nominală). Pentru rulmenții de precizie pentru axul motorului, specificațiile tipice sunt k5 sau k6 pentru rulmenți care necesită o potrivire prin interferență ușoară și h5 sau h6 pentru rulmenți asamblați cu o tranziție sau un joc ușor. Pe un rulment de 20 mm, toleranța k5 corespunde unui interval de diametre de la 0,002 mm la 0,011 mm - o bandă de toleranță totală de doar 9 micrometri. Realizarea acestui lucru în mod constant în producție necesită șlefuire cilindrică cu control precis al mașinii și al îmbinării și o verificare dimensională de 100% după șlefuire, folosind calibre de alezaj calibrate sau manometre de aer cu rezoluție de 0,001 mm sau mai bună.
Rotunjimea (circularitatea) fusului de rulment - abaterea oricărui profil în secțiune transversală de la un cerc perfect - este de obicei specificată la 50% sau mai puțin din toleranța de diametru pentru arborii de precizie a motorului. Pentru un jurnal k5 cu o toleranță de diametru de 9 µm, rotunjimea de 4–5 µm este o cerință tipică. Cilindricitatea - variația combinată a rotunjirii și dreptății de-a lungul lungimii suportului lagărului - este cerința mai solicitantă pentru locurile de rulment lungi, asigurând că rulmentul se potrivește uniform pe toată lățimea sa. Rotunjimea și cilindricitatea sunt măsurate pe o mașină de măsurare a rotunjimii de precizie (cum ar fi un Taylor Hobson Talyrond) folosind o sondă de contact care mapează geometria suprafeței actuale față de forma circulară ideală.
Runout este toleranța geometrică cea mai critică pentru performanță pentru arborii de precizie a motorului, deoarece generează direct vibrațiile și sarcinile lagărelor care limitează viteza motorului, zgomotul și durata de viață. Deformarea totală indicată (TIR) - măsurată prin rotirea arborelui între centre și măsurarea deformarii totale a indicatorului cadran la un diametru specificat - combină eroarea de rotunjime și eroarea de coaxialitate (decalajul dintre axa caracteristicii măsurate și axa de referință) într-o singură măsurare. Pentru arborii de motoare de precizie în aplicații servo și de mișcare de precizie, TIR-ul de la capătul de ieșire raportat la rulmenții este de obicei specificat la 0,005 mm până la 0,015 mm. La 3.000 RPM, un TIR de 0,01 mm generează o forță de excitație centrifugă care, în funcție de arborele și masa rotorului, poate produce amplitudini de vibrație cu un ordin de mărime mai mari decât excentricitatea în sine, degradând rapid durata de viață a rulmentului și compromițând precizia poziției în servosistemele cu buclă închisă.
Zonele diferite ale unui arbore de motor de precizie necesită valori diferite ale rugozității suprafeței, iar specificarea unei singure rugozități a suprafeței pentru întregul arbore este o eroare frecventă de subspecificare. Lagărele pentru rulmenți necesită Ra 0,4–0,8 µm pentru rulmenți cu bile și cu role și Ra 0,1–0,4 µm pentru rulmenți alți. Suprafețele de contact de etanșare (acolo unde o etanșare cu buză sau o etanșare labirint contactează arborele) necesită Ra 0,2–0,4 µm pământ în direcția de rotație a arborelui, cu limite stricte ale plumbului (semne de șlefuire elicoidal care pot pompa lubrifiant peste etanșare). Zonele de montare a rotorului sunt specificate în mod obișnuit la Ra 0,8–1,6 µm - suprafețele puțin mai aspre pot îmbunătăți de fapt reținerea cuplului a potrivirilor de interferență prin asigurarea interblocării micromecanice între suprafețele arborelui și ale alezajului. Suprafețele canelurii și canelurilor sunt de obicei lăsate la Ra 1,6–3,2 µm de la operațiunile de frezare sau broșare, deoarece aceste suprafețe transmit sarcina prin contactul cu forma mai degrabă decât în funcție de calitatea suprafeței pentru funcția lor.
Atingerea toleranțelor necesare pentru aplicațiile de precizie a arborelui motor necesită un proces de producție atent secvențial în care fiecare operație stabilește condițiile pentru următoarea. Omiterea sau scurtarea oricărui pas din lanțul procesului duce în mod fiabil la arbori care nu îndeplinesc specificațiile, descoperite fie în timpul inspecției primite, fie – mai scump – în timpul asamblarii sau la începutul exploatării.
Strunjirea CNC pe un strung de precizie stabilește geometria de bază a arborelui - toate diametrele, lungimile, umeri, tăieturi și conici - cu o alocație de material de 0,1 mm până la 0,3 mm pe suprafețele solului pentru șlefuirea cilindrica ulterioară. Găurile centrale găurite în ambele capete ale arborelui în această etapă devin data de referință pentru toate operațiunile ulterioare de șlefuire și inspecție. Precizia acestor găuri centrale - concentricitatea lor, adâncimea și finisajul suprafeței - determină în mod direct precizia care poate fi atinsă în șlefuirea ulterioară, deoarece arborele se rotește pe aceste centre pe parcursul tuturor operațiunilor la sol. Găurirea de precizie în centru pe un strung CNC cu un centru activ și o configurare atentă a mașinii nu este o operațiune banală pe un arbore de motor de precizie; este fundamentul de care depinde toată precizia ulterioară.
Slefuirea cilindrica este procesul de fabricatie definitiv pentru suporturi de precizie a arborelui motor si scaune de rulment. Arborele este montat între centrele de precizie de pe mașina de șlefuit și rotit lent în timp ce o roată de șlefuit de mare viteză traversează suprafața mașinii, îndepărtând 0,002–0,005 mm pe trecere în tăieturile de finisare pentru a obține diametrul final, rotunjimea, cilindricitatea și finisarea suprafeței. Mașinile moderne de șlefuit cilindric CNC ating o repetabilitate a diametrului de ± 0,001 mm sau mai bună atunci când sunt întreținute corespunzător și stabilizate termic, iar rugozitatea suprafeței de Ra 0,1–0,4 µm în mod obișnuit. Calibrarea post-proces - măsurarea automată a diametrului arborelui între trecerile de șlefuire folosind un calibre în proces montat pe mașină - elimină variația dimensională introdusă de expansiunea termică și uzura discului abraziv, menținând consistența dimensiunilor în loturile de producție fără intervenție manuală.

Canalele de cheie sunt frezate în arbore înainte de șlefuirea finală, pentru a evita introducerea unor concentrații de tensiuni la marginile cailor de șlefuire care ar putea provoca micro-fisurare în timpul contactului discului abraziv. Canelurile pe arborii motoarelor de precizie sunt produse prin frezare, frezare sau laminare la rece - canelurile laminate la rece au avantajul suplimentar al tensiunilor reziduale de compresiune din procesul de laminare care îmbunătățesc rezistența la oboseală în comparație cu canelurile prelucrate. Filetele de la capetele arborelui sunt tăiate sau rulate după șlefuirea finală pentru a evita perturbarea suprafețelor solului. Laminarea filetului - apăsarea formei filetului în suprafața arborelui, mai degrabă decât tăierea acesteia - produce filete mai puternice cu solicitări de suprafață de compresiune și este preferată față de tăierea filetului pe arborii de motoare de precizie, unde durata de viață la oboseală a filetului este o problemă.
Înțelegerea modului în care arborii motoarelor de precizie eșuează în funcțiune - și de ce - este la fel de importantă pentru proiectant și specificator precum înțelegerea modului în care sunt fabricați. Cele mai multe defecțiuni ale arborelui motorului de precizie sunt urmărite la una dintr-un număr mic de cauze fundamentale care, odată identificate, sunt ușor de rezolvat prin proiectare, selecție de materiale sau modificări ale procesului de fabricație.
O specificație completă a arborelui motorului de precizie comunică fără ambiguitate producătorului – fie că este o unitate de producție internă sau un furnizor extern – exact ce este necesar și cum va fi verificată conformitatea. Specificațiile incomplete sunt cauza cea mai comună pentru livrarea și acceptarea arborilor neconform, doar pentru ca problema să apară în timpul asamblarii motorului sau la începutul exploatării. Următoarele elemente trebuie să fie definite în mod explicit în orice specificație de precizie a arborelui motorului.
Inginerii și echipele de achiziții care aprovizionează arbori de precizie pentru motoare se confruntă cu o alegere în trei căi între achiziționarea de arbori de precizie din catalog standard, comandarea arborilor prelucrați la comandă după un anumit desen sau aprovizionarea arborilor de schimb OEM de la producătorii de motoare. Fiecare opțiune are un profil diferit de cost, timp de livrare și cantitate minimă de comandă, iar alegerea corectă depinde de cerințele de volum ale aplicației, de cât de mult se potrivește un produs standard cu specificația și dacă arborele este o piesă de schimb sau o nouă componentă de design.
Arborele șlefuite de precizie - furnizate în lungimi și diametre standard cu toleranță garantată la diametrul h6 sau g6 și dreptate sub 0,02 mm pe 300 mm - este disponibilă de la furnizorii de componente pentru ax și mișcare liniară din oțel carbon, oțel inoxidabil și oțel călit. Această opțiune este adecvată atunci când geometria arborelui este simplă (diametru constant sau trepte cu incremente standard), toleranța necesară se potrivește cu specificațiile produsului din catalog, iar operațiunile secundare (frezare, filetare, găurire) pot fi efectuate intern sau de către un mașinist local. Avantajul semnificativ este disponibilitatea imediată, fără costuri de scule sau timp de livrare pentru prelucrarea personalizată - important pentru prototipare, reparare și producție de volum redus.
Pentru geometriile arborelui motor cu caracteristici specifice - dinți de pinion integrati, caneluri, fuste de precizie multiple la relații de curățare specificate, capete conice sau materiale speciale - prelucrarea personalizată de la un producător de arbore de precizie este calea potrivită. Arborele personalizate sunt produse după desenul clientului și sunt supuse inspecției conform criteriilor de acceptare specificate înainte de livrare. Perioadele de livrare pentru arborii motoarelor de precizie personalizate variază de obicei între 2 și 6 săptămâni pentru materiale standard în cantități moderate, cu timpi de livrare mai lungi pentru materiale exotice, secvențe de tratament termic cu cicluri lungi de cuptor sau toleranțe foarte strânse care necesită mai multe iterații de măcinare și măsurare. Atunci când plasați o comandă de arbore personalizat, furnizarea unui desen complet și neechivoc este cel mai important factor în primirea pieselor conforme la prima livrare - desenele ambigue generează erori de interpretare, solicitări de clarificări care prelungesc timpul de livrare și arbori conformi cu desenul, dar care nu sunt potrivite pentru scop, care sunt responsabilitatea tehnic a clientului.
Nu toate atelierele de mașini care pretind că produc arbori de motoare de precizie au echipamentul, controlul procesului și capacitatea de măsurare pentru a atinge în mod constant toleranțe de diametru IT5 sau IT6, deformare sub 5 µm și finisaj de suprafață Ra 0,4 µm în producție. Înainte de a califica un nou furnizor de arbori de precizie, verificați următoarele: parcul de mașini de rectificat și vechimea și starea de întreținere a acestuia; echipamentele metrologice disponibile pentru inspecție (mașină de măsurat rotunjimi, CMM sau centre de banc de precizie cu comparator, profilometru de suprafață și starea lor de calibrare); documentația de proces a furnizorului și certificarea sistemului de management al calității (minimum ISO 9001, IATF 16949 pentru arbori de precizie pentru aprovizionarea auto); și disponibilitatea acestora de a furniza rapoarte de inspecție a primului articol (FAIR) cu valori măsurate efective - nu doar ștampile de trecere/eșec - pentru toate caracteristicile critice ale probelor inițiale. Un furnizor care este reticent în a furniza date reale de măsurare la primele articole vă spune ceva important despre modul în care își gestionează calitatea producției.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025