2026-04-21
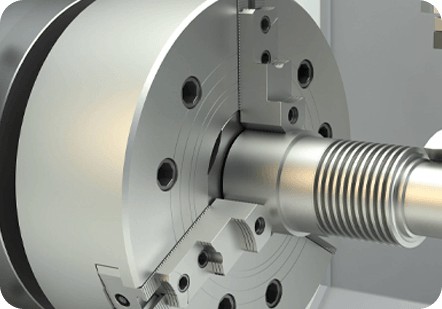
2026-04-21 Un arbore de motor de precizie este componenta centrală de rotație a unui motor electric - tija cilindrică care transmite cuplul de la rotorul motorului la sarcina antrenată. În timp ce această descriere sună simplă, cuvântul „precizie” are o greutate inginerească enormă. Un arbore de motor de precizie nu este doar o tijă de oțel turnată; este o componentă atent dimensionată, finisată la suprafață și controlată de toleranță, a cărei precizie geometrică determină în mod direct cât de bine funcționează motorul, cât durează și dacă sistemul pe care îl conduce funcționează fiabil.
În aplicațiile cu precizie redusă, inexactitățile arborelui pot fi mascate de cuplaje flexibile sau absorbite de sistemele de montare conforme. Dar la motoarele de mare viteză, servomotor, dispozitivele medicale, actuatoarele aerospațiale și instrumentele de precizie, chiar și abaterile la nivel de microni ale diametrului arborelui, deformarea sau finisarea suprafeței se traduc direct în vibrații, uzură a rulmenților, pierderi de putere, zgomot și defecțiuni premature. Diferența dintre un arbore de motor obișnuit și un arbore de motor de precizie nu este doar o chestiune de numere mai strânse pe un desen, ci reflectă procese de fabricație, practici de metrologie și criterii de selecție a materialelor fundamental diferite.
Acest articol acoperă tot ce trebuie să înțeleagă inginerii, specialiștii în achiziții și designerii de produse despre arborii de precizie ai motoarelor - de la selecția materialelor și metodele de fabricație până la standardele de toleranță, tratarea suprafețelor și analiza defecțiunilor.
Alegerea materialului este baza axul motorului de precizie performanta. Materialul ales trebuie să îndeplinească simultan mai multe cerințe concurente: rezistență suficientă pentru a transmite cuplul nominal fără cedare, duritate adecvată pentru a rezista la uzura suprafeței la interfețele rulmentului și cuplajului, prelucrabilitate care permite atingerea economică a toleranțelor strânse și, în multe cazuri, rezistență la coroziune, temperaturi extreme sau interferențe magnetice.
Oțelurile cu carbon mediu precum AISI 1045 și oțelurile slab aliate precum AISI 4140 și 4340 sunt calitățile de lucru ale producției de precizie a arborelui motor. AISI 1045 oferă un echilibru bun de rezistență, tenacitate și prelucrabilitate în stare normalizată sau călită și revenită, făcându-l potrivit pentru arborii de motoare industriale de uz general în intervalul de putere mică până la medie. AISI 4140 — un oțel aliat cu crom-molibden — oferă o rezistență semnificativ mai mare la tracțiune, o rezistență mai bună la oboseală și o călibilitate îmbunătățită, făcându-l alegerea preferată pentru arborii supuși la îndoire și la încărcare combinată de torsiune în antrenările industriale solicitante. AISI 4340 urcă mai mult pe scara de rezistență și este utilizat acolo unde este necesară o tenacitate maximă a miezului împreună cu o duritate mare a suprafeței, cum ar fi în arborii motoarelor aerospațiale și în aplicațiile servo cu ciclu înalt.
Acolo unde rezistența la coroziune este o cerință principală - echipamente de prelucrare a alimentelor, motoare marine, dispozitive medicale, sisteme de manipulare a substanțelor chimice - arborii motorului din oțel inoxidabil sunt soluția standard. Oțelul inoxidabil de gradul 303 oferă o prelucrabilitate bună, dar rezistență și rezistență la coroziune mai scăzute decât alte grade. Gradul 316 oferă rezistență superioară la coroziune în medii cu clorură și este frecvent specificat pentru aplicații marine și chimice. Oțelurile inoxidabile martensitice precum 17-4 PH (întărite prin precipitații) combină rezistența ridicată cu o rezistență bună la coroziune și pot fi întărite la cerințe exigente de duritate a suprafeței, făcându-le o alegere premium pentru arbori de precizie de înaltă performanță în medii corozive.
Aliajele de titan – în special Ti-6Al-4V – sunt specificate pentru arborii de precizie ale motoarelor în aplicații aerospațiale, de apărare și de înaltă performanță în sporturi cu motor, unde reducerea greutății este un factor critic de proiectare. Raportul rezistență-greutate al titanului este excepțional, iar rezistența sa naturală la coroziune elimină nevoia de acoperiri de suprafață în majoritatea mediilor. Compensația este costul materialului semnificativ mai mare și cerințele de prelucrare mai exigente, deoarece conductivitatea termică scăzută a titanului și tendința de a se întări prin lucru necesită o selecție atentă a sculei, parametri de tăiere conservatori și aplicarea abundentă a lichidului de răcire în timpul prelucrării.
În motoarele utilizate în echipamentele RMN, codificatoare magnetice sau instrumente științifice de precizie, permeabilitatea magnetică a materialului arborelui trebuie redusă la minimum pentru a preveni interferența cu sistemul electromagnetic. Oțelurile inoxidabile austenitice (cum ar fi 316L), anumite aliaje de aluminiu și aliaje de titan sunt toate opțiuni nemagnetice utilizate în aceste aplicații specializate ale arborelui motorului de precizie. Certificarea atentă a materialelor și testarea permeabilității sunt o practică standard în aceste sectoare.
Specificația de toleranță este ceea ce separă un arbore de motor de precizie de o piesă turnată de marfă. Arborele motorului interacționează cu mai multe componente de împerechere - rulmenți, cuplaje, roți dințate, scripete, etanșări și laminate ale rotorului - fiecare dintre acestea impunând propriile cerințe dimensionale și geometrice asupra arborelui. Îndeplinirea simultană a tuturor acestora, cu o precizie la nivel de microni, pe întreaga lungime a arborelui este provocarea principală a producției de precizie a arborelui.
Scaunele lagărelor sunt zonele cele mai critice pentru toleranță pe orice arbore de motor de precizie. Rulmenții elementelor de rulare necesită o fixare prin interferență pe arbore pentru a preveni fluarea inelului interior sub sarcină - dar prea multe interferențe riscă să crape inelul interior în timpul asamblarii sau să genereze preîncărcare excesivă care reduce durata de viață a rulmentului. Sistemele de toleranță ISO, cum ar fi k5, m5 și n5 (pentru interferențe ușoare până la puternice) sunt standard pentru diametrele rulmentului, cu toleranțe reale ale diametrului de obicei în intervalul de ±2,5 până la ±8 micrometri, în funcție de diametrul arborelui și tipul de rulment. Atingerea acestor toleranțe în mod constant în producție necesită șlefuire cilindrică, mai degrabă decât strunjirea singură.
Runout total indicat (TIR) - variația totală a poziției suprafeței arborelui în raport cu axa de rotație reală - este poate cel mai critic parametru geometric pe un arbore de motor de precizie. Runout în zona de montare a rotorului cauzează dezechilibru electromagnetic; deformarea la interfețele de cuplare cauzează vibrații și uzura cuplajului; deformarea la rulmenți provoacă o încărcare dinamică care reduce exponențial durata de viață a rulmentului. Pentru motoarele de mare viteză de peste 3.000 rpm, deformarea arborelui la rulmenții este de obicei specificată la 5 micrometri TIR sau mai bine. Pentru servomotoarele de precizie și motoarele cu ax, specificațiile de deformare de 1–2 micrometri nu sunt neobișnuite.
Un arbore care nu este drept va vibra la frecvența de rotație, indiferent de cât de bine este echilibrat. Toleranța de rectitudine pe arborii motoarelor de precizie - exprimată ca o abatere maximă de la o linie dreaptă perfectă pe toată lungimea arborelui - este de obicei specificată la 0,01 până la 0,05 mm pe 300 mm de lungime a arborelui pentru motoarele industriale și 0,005 mm sau mai bine pentru aplicații servo și ax de înaltă precizie. Cilindricitatea - combinația de rotunjime, dreptate și conicitate a unei suprafețe cilindrice - este la fel de importantă în zonele de rulment, unde orice condiție neconformă generează vibrații la frecvențe proporționale cu numărul de elemente de role pe rotație.
Rugozitatea suprafeței la rulmenți este specificată în valori Ra (rugozitate medie aritmetică), de obicei Ra 0,4 până la Ra 0,8 µm pentru arborii de motor industrial standard și Ra 0,1 până la Ra 0,4 µm pentru servomotoare de precizie și motoare cu ax de mare viteză. În zonele de contact cu etanșarea, rugozitatea suprafeței trebuie să fie într-un interval îngust – prea aspră și buza etanșării se uzează prematur; prea netedă și pelicula de lubrifiant se rupe. Majoritatea producătorilor de etanșare specifică o finisare a suprafeței de Ra 0,2 până la Ra 0,8 µm cu o direcție specifică de așezare (circumferențială mai degrabă decât axială) la suprafețele de contact ale etanșării.
Atingerea toleranțelor descrise mai sus necesită un proces de fabricație atent secvențial în care fiecare operație se bazează pe ultima și starea termică și mecanică a piesei de prelucrat este gestionată pe tot parcursul. O secvență tipică de fabricație a arborelui motorului de precizie implică mai multe etape, fiecare cu un scop specific.
Producția de precizie a arborelui motorului începe cu stocul verificat de bare sau forjare - certificările materialelor care confirmă compoziția chimică, proprietățile mecanice și rezultatele inspecției cu ultrasunete sunt standard în aplicațiile aerospațiale și medicale. Operația inițială de strunjire pe un strung CNC îndepărtează cea mai mare parte a materialului în exces, stabilește zonele cu diametrul major și centrează găurile la fiecare capăt. Aceste găuri centrale sunt referința de referință pentru toate operațiunile de șlefuire ulterioare și trebuie să fie ele însele poziționate și formate cu precizie - o gaură centrală deteriorată sau excentrică propagă eroarea geometrică prin fiecare proces din aval.
Pentru arborii care necesită duritate a suprafeței la rulmenți sau zonele canelurii de cheie — majoritatea arborilor de motoare de precizie — tratamentul termic urmează strunjirea brută. Întărirea integrală (călire și temperare) îmbunătățește rezistența și duritatea miezului. Procesele de întărire, cum ar fi cementarea, carbonitrurarea sau călirea prin inducție creează un strat de suprafață dur (de obicei 58–62 HRC) peste un miez dur, oferind o rezistență excelentă la uzură și o durată de viață la oboseală la interfețele critice, fără a fragiliza întregul arbore. Întărirea prin inducție este deosebit de comună pe arborii motoarelor de precizie, deoarece poate fi aplicată selectiv pe zone cu diametru specific, cu o distorsiune minimă - deși orice tratament termic provoacă o oarecare distorsiune a arborelui care trebuie luată în considerare în alocațiile de șlefuire ulterioare.
Slefuirea cilindrică - atât între centre, cât și fără centre - este operația care realizează toleranțele de diametru final, finisarea suprafeței și precizia geometrică pe un arbore de motor de precizie. Șlefuirea între centre, în care arborele este sprijinit pe găurile sale centrale de referință și rotit pe o roată de șlefuit, este preferată pentru a obține cele mai strânse specificații de deformare și concentricitate, deoarece toate diametrele sunt șlefuite dintr-o dată comună. Procesul de măcinare îndepărtează doar 0,05 până la 0,3 mm de material în treceri controlate cu atenție, cu îmbrăcarea roților, măsurarea în proces și gestionarea lichidului de răcire, toate contribuind la obținerea unor rezultate consistente într-un lot de producție.
După ce șlefuirea stabilește diametrele primare, caracteristicile secundare - caneluri, găuri transversale, găuri de capăt filetate, caneluri și plane - sunt prelucrate utilizând operații de frezare, broșare sau frezare. Secvența contează: caracteristicile tăiate după șlefuire evită introducerea distorsiunii termice și mecanice care ar necesita re-șlefuire, dar trebuie poziționate cu precizie față de diametrele deja șlefuite. Toleranța poziției canelurii față de linia centrală a arborelui este de obicei controlată la ± 0,05 mm sau mai mult pe arborii de precizie ai motorului pentru a asigura o aliniere adecvată a cheii și cuplajului.
Arborele motoarelor de precizie sunt 100% inspectate conform specificațiilor desenului lor înainte de expediere în majoritatea aplicațiilor de precizie. Metodele de inspecție includ măsurarea cu micrometrul de banc și măsurarea aerului pentru toleranțele de diametru, măsurarea CMM (mașină de măsurare a coordonatelor) pentru toleranțe geometrice și pozițiile caracteristicilor, verificări ale declinării blocului V și a indicatorului cadran și măsurarea profilometrului de suprafață pentru valorile Ra. Pentru puțurile aerospațiale și medicale, rapoartele dimensionale complete cu valorile reale de măsurare - nu doar rezultate de promovare/eșec - sunt necesare pentru înregistrările de trasabilitate.

Dincolo de materialul de bază și geometria prelucrată, tratamentele de suprafață aplicate arborilor de motoare de precizie pot îmbunătăți semnificativ performanța acestora în medii de operare specifice. Tratamentul corect al suprafeței prelungește durata de viață a arborelui, reduce frecarea, previne coroziunea și, în unele cazuri, permite arborelui să îndeplinească specificațiile pe care materialul de bază nu le poate realiza singur.
| Tratament | Proces | Beneficiul cheie | Aplicație tipică |
| Placare cu crom dur | Electrodepunerea cromului | Duritate mare a suprafeței, rezistență la uzură și la coroziune | Motoare hidraulice, acționări marine |
| Nichel neelectronic | Depunerea chimică de nichel | Acoperire uniformă, rezistență la coroziune, duritate moderată | Procesarea alimentelor, motoare chimice |
| Oxid negru | Acoperire de conversie chimică | Rezistență ușoară la coroziune, reduce reflexia luminii | Motoare industriale generale |
| Nitrocarburare (feritic) | Difuzia N și C în suprafață | Strat compus dur, rezistență la oboseală și uzură | Servomotoare și motoare de tracțiune cu ciclu înalt |
| Acoperire DLC | Carbon PVD/CVD asemănător diamantului | Duritate extremă, coeficient de frecare foarte scăzut | Aerospațiale, axuri de precizie de mare viteză |
| Fosfatarea | Conversia chimică a fosfatului | Îmbunătățește aderența vopselei, protecție ușoară împotriva coroziunii | Utilizare generală, protecție la depozitare |
O considerație critică cu orice acoperire de suprafață pe un arbore de motor de precizie este impactul dimensional. Cromarea dură și nichelul electroless adaugă o grosime măsurabilă suprafeței arborelui - de obicei 0,005 până la 0,05 mm pe latură - care trebuie luată în considerare prin șlefuirea subdimensiunii arborelui înainte de acoperire, apoi șlefuirea post-acoperire sau leparea la dimensiunile finale. Tratamentele de difuzie precum nitrocarburarea și nitrocarburarea feritică adaugă modificări dimensionale minime (de obicei mai puțin de 0,002 mm) și, prin urmare, nu necesită de obicei măcinare post-tratament.
Arborii motoarelor de precizie nu sunt simpli cilindri uniformi. Ele încorporează o gamă de caracteristici proiectate care servesc unor scopuri funcționale specifice și a căror geometrie trebuie controlată cu atenție în timpul producției.
Lagărele de rulment sunt zonele arborelui în care sunt montate elementele de rulare sau lagărele de alunecare. Acestea sunt șlefuite la toleranțe precise de diametru (de obicei, potriviri ISO h5, k5 sau m5), valori specifice de rugozitate a suprafeței și specificații strânse de cilindrie și de curățare. Umeri adiacente la rulmenți asigură locația axială pentru inelul interior al rulmentului. Raza umărului trebuie controlată cu atenție — o rază prea ascuțită creează o concentrare a tensiunii care inițiază fisurarea de oboseală; o rază prea mare împiedică inelul interior al rulmentului să se așeze complet pe fața umărului.
Canalele sunt fante dreptunghiulare prelucrate în arbore pentru a accepta o cheie care blochează o roată dințată, scripete sau cuplare la arbore pentru transmiterea cuplului. Toleranțele lățimii și adâncimii canalului de cheie, poziția față de linia centrală a arborelui și finisarea suprafeței la flancurile canalelor cheie afectează toate siguranța și durata de viață a îmbinării cheii. Canelurile - în esență mai multe canale de cheie dispuse în jurul circumferinței arborelui - sunt utilizate acolo unde este necesară o transmisie mai mare a cuplului, autocentrarea sau angajarea glisabilă. Canelurile involute sunt cea mai comună formă pe arborii motoarelor de precizie și sunt tăiate sau șlefuite conform profilurilor dinților standard DIN sau ANSI.
Mulți arbori de motoare de precizie încorporează secțiuni filetate la unul sau ambele capete pentru rulmenți reținuți de piuliță, montarea codificatorului sau atașarea ventilatorului. Calitatea filetului - clasa de potrivire, precizia pasului și finisarea suprafeței pe flancurile filetului - afectează forța de strângere realizabilă și rezistența la oboseala filetului sub vibrații. Pentru aplicațiile critice ale arborelui motor, sunt preferate filetele laminate (mai degrabă decât firele tăiate), deoarece rularea induce tensiuni reziduale de compresiune benefice care îmbunătățesc semnificativ durata de viață la oboseală la rădăcina filetului.
Capătul de antrenare al arborelui unui motor de precizie – secțiunea care iese din carcasa motorului și se conectează la sarcina antrenată – este de obicei fabricat la dimensiunile standard IEC sau NEMA pentru interschimbabilitate. Toleranța diametrului, lungimea, geometria canalului de cheie și teșirea capătului arborelui sunt toate standardizate, permițând arborilor de motor de la diferiți producători să se cupleze cu aceeași cuplare sau cu aceeași intrare a cutiei de viteze. Extensiile personalizate ale arborelui motor sunt, de asemenea, comune în aplicațiile OEM în care dimensiunile standard ale arborelui nu se potrivesc cu cerințele echipamentului antrenat.
Înțelegerea modului și de ce se defectează arborii motoarelor de precizie este esențială atât pentru investigarea defecțiunilor, cât și pentru proiectarea preventivă. Cele mai multe defecțiuni ale arborelui în funcționare se încadrează într-un număr mic de categorii recurente, fiecare cu cauze fundamentale identificabile care pot fi abordate prin proiectare, selecție de materiale sau îmbunătățiri ale procesului de fabricație.
Arborele motoarelor de precizie sunt proiectate și fabricate conform unei game de standarde industriale care definesc cerințele dimensionale, specificațiile materialelor și practicile de calitate. Familiarizarea cu standardele relevante îi ajută pe ingineri să specifice corect arborii și să evalueze conformitatea furnizorilor.
Aprovizionarea cu arbori de motoare de precizie – fie ca componente prelucrate personalizat, fie ca piese de schimb pentru motoare existente – necesită evaluarea capacității furnizorului în raport cu cerințele specifice ale aplicației dumneavoastră. Nu toți producătorii de arbori de precizie sunt egali, iar opțiunea cu cel mai mic cost rareori oferă consistența dimensională și trasabilitatea pe care le necesită aplicațiile solicitante.
Întrebați furnizorii potențiali ce echipamente de șlefuire folosesc, care este capacitatea lor demonstrată de proces (valori Cpk) pentru diametrele rulmentului la toleranța specificată și dacă efectuează calibrarea în timpul procesului în timpul șlefuirii sau numai inspecția finală după finalizare. Furnizorii care folosesc polizoare cilindrice CNC moderne cu măsurare automată în proces și diagramă SPC post-proces sunt semnificativ mai capabili să furnizeze rezultate consistente de precizie decât cei care se bazează pe șlefuirea manuală cu avans al roții doar cu măsurare post-proces.
Verificați dacă furnizorul are echipamente de măsurare calibrate adecvate pentru toleranțele inspectate - manometre sau micrometre de banc de înaltă rezoluție pentru toleranțe strânse de diametru, capacitate CMM pentru toleranțe geometrice și poziții caracteristice și profilometre de suprafață pentru măsurarea rugozității. Certificatele de calibrare trasabile la standardele naționale (NIST, PTB, NPL) ar trebui să fie disponibile la cerere. Pentru inspecția primului articol sau loturile critice de producție, solicitați un raport dimensional complet cu valorile măsurate reale, mai degrabă decât un simplu certificat de conformitate.
Pentru aplicații aerospațiale, medicale și critice pentru siguranță, fiecare arbore de precizie a motorului trebuie să fie trasabil până la un anumit material de căldură sau un număr de lot, cu certificatul de fabrică corespunzător care confirmă compoziția chimică și proprietățile mecanice. Asigurați-vă că sistemul de calitate al furnizorului dvs. surprinde această trasabilitate de la primirea materialelor până la inspecția finală și înregistrările de expediere. Lacunele în trasabilitatea materialelor sunt o constatare comună în auditurile furnizorilor și pot duce la acțiuni costisitoare de carantină și reprelucrare dacă sunt descoperite după ce piesele sunt în funcțiune.
Un furnizor cu experiență în producția de arbori de precizie pentru motoare pentru servomotor înțelege cerințele de deformare și finisare a suprafeței pe care le solicită acele aplicații. Un furnizor specializat în arbori mari de motoare industriale poate avea capacitatea de șlefuire potrivită, dar nu are experiență cu toleranțele mai strânse tipice aplicațiilor servo. Solicitați referințe specifice aplicației, întrebați despre experiența lor cu materialele și procesele de tratare termică de care au nevoie arborii dvs. și, dacă este posibil, solicitați piese mostre pentru inspecția primului articol înainte de a vă angaja la volumele de producție.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025