2026-06-01
2026-06-01 Piese metalice prelucrate CNC reprezintă coloana vertebrală a producției de precizie în aproape orice industrie - de la discuri de turbine aerospațiale și implanturi medicale până la corpuri de supape hidraulice și carcase pentru electronice de larg consum. Prelucrarea cu control numeric computerizat (CNC) îndepărtează materialul dintr-o piesă metalică solidă folosind unelte de tăiere controlate cu precizie, producând piese cu precizie dimensională, calitate a finisării suprafeței și repetabilitate pe care nici un alt proces de fabricație nu se potrivește în mod constant. Indiferent dacă proiectați componente metalice CNC personalizate pentru prima dată sau optimizați un program de producție existent, înțelegerea modului în care selecția materialului, alegerile de proiectare, toleranțele și finisarea suprafeței interacționează va determina dacă piesele finite funcționează conform intenției și dacă costul producției lor este competitiv. Acest ghid acoperă toate aceste dimensiuni în detalii practice, concentrate pe aplicații.
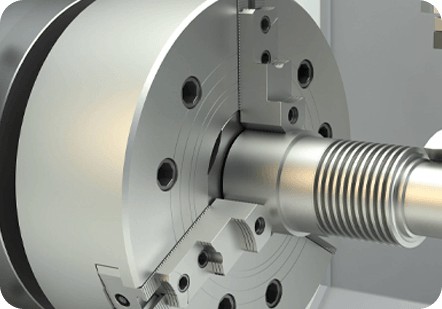
Prelucrarea CNC cuprinde mai multe procese distincte de îndepărtare a materialului - frezare, strunjire, găurire, găurire, filetare și șlefuire - toate controlate de programe numerice care traduc geometria CAD 3D în trasee precise ale sculei executate de axe ale mașinii servo-acționate. Caracteristica definitorie care separă piesele metalice prelucrate CNC de piese turnate, forjate sau piese de fabricație aditivă este aceea că materialul este scazut dintr-o țaglă solidă, bară sau semifabricat în formă aproape de rețea pentru a produce geometria finală. Procesul începe cu o formă de materie primă mai mare decât piesa finită, iar sculele de tăiere îndepărtează tot ceea ce nu este piesa.
Mașinile de frezat CNC folosesc freze rotative cu caneluri multiple, freze frontale și burghie pentru a produce caracteristici prismatice - buzunare, fante, găuri, foraje, profile și fețe plate - pe piesele ținute într-o menghină sau dispozitiv de fixare. Morile cu 3 axe asigură o mișcare liniară X, Y și Z; Mașinile cu 4 și 5 axe adaugă axe rotative care permit tăierea unor caracteristici complexe cu mai multe fețe într-o singură configurație. Centrele de strunjire CNC rotesc piesa de prelucrat în timp ce sculele de tăiere staționare sau sub tensiune modelează OD, alezează ID-ul, se confruntă cu capete și taie fire - producând caracteristicile cilindrice și conice caracteristice arborilor, bucșelor, conectorilor filetat și bobinelor supapelor. Multe centre de prelucrare CNC moderne combină frezarea și strunjirea într-o singură mașină - centre de strunjire-frezare sau strunguri multitasking - completând toate caracteristicile pieselor rotative complexe fără setări intermediare.
Piesele metalice prelucrate CNC de precizie ating în mod obișnuit toleranțe dimensionale liniare de ±0,025 mm (±0,001 inch) în producția standard și de ±0,005 mm sau mai strâns pentru caracteristici șlefuite sau șlefuite. Valorile rugozității suprafeței de Ra 0,8 µm (32 µin) sunt standard la frezarea de finisare; șlefuirea și șlefuirea ating Ra 0,2 µm sau mai bine pentru suprafețele de rulment și de etanșare. Aceste niveluri de performanță, combinate cu capacitatea de a produce aproape orice geometrie pe care un proiectant o poate concepe, explică de ce prelucrarea CNC domină producția de piese de precizie de la prototip până la cantitățile de producție.
Alegerea metalului pentru piesele prelucrate CNC afectează fiecare variabilă din aval - prelucrabilitatea, toleranța realizabilă, calitatea finisajului suprafeței, opțiunile de tratament termic după prelucrare, performanța la coroziune și, în cele din urmă, costul piesei. Familiile majore de metale utilizate în prelucrarea CNC au fiecare profile distincte.
Aluminiul este cel mai prelucrat metal în producția CNC de precizie și din motive întemeiate. Gradul său de prelucrabilitate este semnificativ mai mare decât oțelul sau titanul - aliajele de aluminiu pot fi tăiate cu o viteză de două până la cinci ori mai mare decât oțelul inoxidabil, reducând dramatic timpul și costurile de prelucrare. Aluminiul 6061-T6 este gradul standard de uz general: prelucrabilitate excelentă, rezistență bună la coroziune, rezistență moderată (rezistență la tracțiune ~ 310 MPa) și compatibilitate largă cu finisarea suprafeței, inclusiv anodizarea, sablare și acoperire cu pulbere. Aluminiul 7075-T6 oferă o rezistență mai mare (~572 MPa la tracțiune) pentru componentele aerospațiale structurale și de apărare la un cost modest. Pentru suporturi optice, carcase electronice, radiatoare, componente pneumatice și suporturi structurale, piesele prelucrate CNC din aluminiu oferă cea mai bună combinație de performanță per dolar din orice metal.
Piesele prelucrate CNC din oțel inoxidabil sunt specificate oriunde este necesară rezistența la coroziune, rezistența la temperatură ridicată sau conformitatea cu contactul alimentar/farmaceutic. Inoxidabilul 303 este gradul de prelucrare gratuită - adaosurile de sulf îmbunătățesc spargerea așchiilor și reduc uzura sculei cu prețul unei rezistențe la coroziune ușor reduse; este potrivit pentru arbori, elemente de fixare și componente structurale necritice. Inoxidabilul 316L oferă o rezistență superioară la coroziune (în special la cloruri și acizi) și este materialul standard pentru componentele dispozitivelor medicale, echipamentele de procesare a alimentelor, fitingurile marine și hardware-ul pentru procese chimice. Inoxidabilul 17-4 PH poate fi întărit prin precipitare până la o rezistență la tracțiune de ~1.170 MPa, păstrând în același timp o rezistență bună la coroziune, făcându-l un material cal de lucru în aplicații aerospațiale, de apărare și petrol și gaze. Mașini din oțel inoxidabil la aproximativ jumătate din viteza aluminiului - așteptați-vă timpi de ciclu mai lungi și costuri mai mari de scule în comparație cu piesele din aluminiu de complexitate echivalentă.
Titanul oferă cel mai bun raport rezistență-greutate dintre orice metal prelucrat în mod obișnuit - Ti-6Al-4V (Grad 5) atinge ~950 MPa la tracțiune la o densitate de numai 4,43 g/cm³, aproximativ 60% din densitatea oțelului la o rezistență similară sau mai mare. Biocompatibilitatea face din acesta materialul standard pentru implanturi ortopedice, componente dentare și instrumente chirurgicale. Componentele structurale aerospațiale, piesele motoarelor de curse și echipamentele sportive de înaltă performanță conduc, de asemenea, volume mari de piese prelucrate CNC din titan. Compensațiile sunt semnificative: titanul are o conductivitate termică scăzută, ceea ce face ca căldura să se concentreze la muchia de tăiere, mai degrabă decât să se disipeze în așchii, ceea ce accelerează uzura sculei. De asemenea, se întărește în timpul prelucrării dacă parametrii de tăiere sunt incorecți. Piesele din titan necesită scule din carbură, presiune mare a lichidului de răcire, avansuri și viteze conservatoare și programatori experimentați - toate acestea se traduce prin costuri pe piesă mai mari decât aluminiul sau oțelul moale.
Oțelurile carbon și aliate sunt coloana vertebrală a componentelor mecanice prelucrate CNC - roți dințate, arbori, carcase, scule și elemente structurale în care rezistența absolută, tenacitatea și eficiența costurilor sunt priorități. 1018 mașini din oțel moale se folosesc cu ușurință pentru suporturi și elemente de fixare cu tensiuni reduse. Oțelul chromoly 4140 este clasa structurală standard - tratabil termic la o gamă largă de niveluri de duritate, cu prelucrabilitate bună în stare recoaptă, duritate excelentă după tratamentul termic și disponibilitate largă în bară și placă. Oțelurile pentru scule A2 și D2 sunt prelucrate în stare recoaptă și întărite după prelucrare pentru scule de tăiere, matrițe și componente de uzură. Costul materiilor prime din oțel este cel mai mic dintre orice metal de inginerie, ceea ce compensează viteza de prelucrare mai mică în comparație cu aluminiul pentru aplicații de volum mare.
Alama C360 pentru prelucrare liberă are cel mai înalt grad de prelucrabilitate dintre orice metal - adesea evaluat la 100% (referință cu care sunt comparate toate celelalte metale) - și produce cele mai scurte și mai controlabile așchii din orice material. Piesele prelucrate CNC din alamă sunt standard în fitingurile pentru instalații sanitare, conectori electrici, componente de instrumente și feronerie decorativă. Cuprul beriliu (C172) se mașinează destul de bine și poate fi întărit în vârstă până la o duritate de calitate a arcului, păstrând în același timp o bună conductivitate electrică - folosit pentru contacte electrice, arcuri și unelte de precizie care nu produc scântei. Prima de cost a alamei și cuprului față de oțel limitează utilizarea acestora la aplicații în care sunt necesare proprietățile lor specifice.
Tabelul de mai jos rezumă prelucrabilitatea relativă, toleranța tipică realizabilă și costul relativ pe piesă pentru metalele cele mai frecvent prelucrate CNC, ajutând inginerii să ia decizii rapide de selecție a materialelor.
| Metal / Grad | Evaluare de prelucrabilitate | Toleranță tipică (Standard) | Costul relativ al părții | Aplicații comune |
|---|---|---|---|---|
| Aluminiu 6061-T6 | Excelent | ±0,025 mm | Scăzut | Carcase, console, radiatoare, structuri aerospațiale |
| Aluminiu 7075-T6 | Foarte bine | ±0,025 mm | Scăzut–Medium | Structură aerospațială, suporturi de sarcină mare |
| Oțel inoxidabil 303 | Bun | ±0,025 mm | Mediu | Arbori, elemente de fixare, componente ale instrumentelor |
| Oțel inoxidabil 316L | Moderat | ±0,025 mm | Mediu–High | Dispozitive medicale, marine, prelucrarea alimentelor |
| Oțel 4140 (coacet) | Bun | ±0,025 mm | Scăzut–Medium | Angrenaje, arbori, componente structurale |
| Titan Ti-6Al-4V | Dificil | ±0,025 mm | Înalt | Aerospațial, implanturi medicale, sport de înaltă performanță |
| Alama C360 | Excelent | ±0,025 mm | Mediu | Fitinguri, conectori, instrumente |
| Inconel 718 | Foarte dificil | ±0,05 mm | Foarte sus | Piese de motoare cu reacție, componente industriale de înaltă temperatură |
Specificațiile de toleranță sunt una dintre cele mai importante decizii pe care le ia un inginer atunci când proiectează piese metalice prelucrate CNC - și una dintre cele mai comune surse de costuri inutile. O toleranță definește variația permisă față de o dimensiune nominală: un orificiu specificat ca 20,00 mm ± 0,025 mm înseamnă că dimensiunea finală poate măsura oriunde între 19,975 mm și 20,025 mm și poate fi totuși acceptabilă. Fiecare dimensiune a unei piese prelucrate CNC are o toleranță, fie denumită în mod explicit, fie aplicată implicit printr-un standard de toleranță general la care se face referire în cartul desenului.
Cel mai larg referit standard de toleranță generală pentru piesele metalice prelucrate CNC este ISO 2768. Clasa medie (ISO 2768-m) definește toleranțe generale liniare de ±0,1 mm pentru dimensiuni între 30–120 mm și ±0,15 mm pentru dimensiuni între 120–400 mm. Clasa fină (ISO 2768-f) le strânge la ±0,05 mm și, respectiv, la ±0,1 mm. Acestea sunt valorile implicite corecte pentru majoritatea pieselor CNC mecanice unde caracteristicile nu trebuie să se împerecheze cu distanțe de precizie. Toleranțele mai strânse ar trebui menționate numai pentru dimensiunile specifice, acolo unde funcția le cere de fapt - potriviri, suprafețe de îmbinare, scaune de rulmenți, suprafețe de etanșare și caracteristici de poziționare.
Impactul asupra costului strângerii toleranței este neliniar și semnificativ. Dimensiunile standard de toleranță sunt prelucrate într-o trecere normală de producție fără o atenție specială. Strângerea de la ±0,1 mm la ±0,025 mm poate dubla sau tripla timpul de prelucrare pentru acea caracteristică - necesitând treceri de finisare, scule specializate și măsurare în proces. Strângerea la ±0,005 mm necesită de obicei operații de șlefuire sau șlefuire după prelucrare, potențial mărind costul acestei caracteristici de cinci până la zece ori. Disciplina inginerească de aplicare a celei mai slabe toleranțe care îndeplinește cerințele funcționale – nu cea mai strictă posibilă – este una dintre practicile de reducere a costurilor cu cea mai mare rentabilitate în proiectarea pieselor CNC.
GD&T (conform ASME Y14.5 sau ISO 1101) se extinde dincolo de toleranțele liniare pentru a defini variația permisă în formă, orientare, locație și decalaj a caracteristicilor în raport cu datele de referință. Pentru componentele metalice de precizie prelucrate CNC, indicațiile GD&T pentru planeitate, perpendicularitate, poziție reală și cilindricitate comunică cerințele funcționale mai precis decât toleranțele de coordonate singure și permit adesea toleranțe de coordonate mai largi, garantând în același timp potrivirea asamblarii. Mașiniștii și programatorii CMM lucrează direct cu indicațiile GD&T în timpul producției și inspecției - asigurați-vă că desenele sunt clare și fac referire la versiunea standard ASME sau ISO corectă pentru a evita disputele de interpretare în timpul calificării furnizorului.

Piesele metalice CNC prelucrate poartă urme vizibile de scule - de obicei cuspițe paralele din traseul sculei - și o rugozitate a suprafeței determinată de geometria sculei, viteza de avans și parametrii de tăiere utilizați. Valorile Ra ca prelucrate la prelucrare se situează de obicei între 0,8 µm și 3,2 µm pentru suprafețele frezate, ceea ce este adecvat pentru majoritatea aplicațiilor structurale și mecanice. Când este necesară aspectul, rezistența la coroziune, rezistența la uzură sau o energie specifică a suprafeței, se aplică tratamente de suprafață post-prelucrare.
Anodizarea este un proces electrochimic care transformă stratul de suprafață de aluminiu în oxid de aluminiu, creând un strat dur, rezistent la coroziune, izolator electric, integrat în metalul de bază. Anodizarea de tip II produce straturi de 5–25 µm grosime și este finisajul cosmetic standard și rezistent la coroziune pentru piesele CNC din aluminiu - disponibil în culori clare (naturale) sau într-o gamă largă de culori. Anodizarea tare de tip III (acoperire dură) produce straturi de 25–100 µm la o duritate Rockwell de ~65 HRC, oferind o rezistență excepțională la uzură pentru suprafețele de alunecare și de rulment. Anodizarea adaugă o schimbare minimă de dimensiune (de obicei, jumătate din grosimea stratului este adăugată la suprafață; cealaltă jumătate înlocuiește metalul de bază), care trebuie luată în considerare pentru caracteristicile de toleranță strânsă prin pre-prelucrare ușor subdimensionată în zonele anodizate.
Galvanizarea deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
Pasivarea îndepărtează fierul liber și compușii de fier de pe suprafața oțelului inoxidabil prin imersarea în soluții de acid azotic sau citric, permițând formarea unui strat uniform, pasiv de oxid de crom. Acest lucru îmbunătățește rezistența inerentă la coroziune a oțelului inoxidabil fără a adăuga material la suprafață - dimensiunile pasivate sunt efectiv neschimbate. Pasivarea este o practică standard pentru piesele prelucrate CNC din oțel inoxidabil în aplicații medicale, de prelucrare a alimentelor, farmaceutice și marine și este de obicei cerută de ASTM A967 sau ASTM A380 în industriile reglementate.
Acoperirea cu pulbere aplică electrostatic pulberea polimerică uscată pe suprafețele metalice, care este apoi întărită într-un cuptor pentru a forma un finisaj decorativ durabil, rezistent la impact, disponibil în mii de culori și texturi. Acoperirea cu pulbere adaugă 50–100 µm de grosime și nu trebuie specificată pe suprafețe cu toleranță strânsă fără mascare sau prelucrare ulterioară. Este utilizat în mod obișnuit pe piesele prelucrate CNC din aluminiu și oțel unde sunt necesare aspectul și rezistența la coroziune - carcase pentru echipamente, panouri, cadre structurale și carcase pentru produse de larg consum.
Sablarea cu mărgele propulsează mărgele de sticlă la suprafața piesei sub presiunea aerului, creând o textură uniformă, mată, satinată prin deformarea vârfurilor de suprafață fără a îndepărta material semnificativ. Procesul elimină semnele direcționale ale sculei de la frezare, creând un aspect vizual consistent pe toate suprafețele, indiferent de direcția traseului sculei. Piesele prelucrate CNC sablate cu mărgele sunt utilizate în mod obișnuit ca finisaj final pe carcasele și panourile din aluminiu sau ca pas de pregătire înainte de anodizare sau acoperire cu pulbere pentru a asigura aspectul uniform al finisajului piesei finale.
Majoritatea costului unei piese metalice prelucrate CNC este determinat înainte ca primul cip să fie tăiat - este blocat de deciziile de proiectare despre geometrie, toleranțe, material și numărul de setări necesare pentru finalizarea piesei. Analiza Design for manufacturability (DFM) în timpul fazei de proiectare reduce în mod obișnuit costul de prelucrare cu 15-40% și reduce semnificativ timpul de livrare, fără a compromite funcționalitatea pieselor.
Aplicațiile componentelor metalice prelucrate CNC acoperă practic fiecare sector al industriei moderne, dar mai multe industrii sunt utilizatori deosebit de intensi ai pieselor metalice prelucrate cu precizie datorită cerințelor lor de performanță și a mediului de reglementare.
Piesele prelucrate CNC pentru industria aerospațială — suporturi structurale, componente ale motorului, fitinguri pentru trenul de aterizare, colectoare hidraulice, carcase pentru senzori — sunt produse din superaliaje de aluminiu, titan și nichel, cu cele mai strânse toleranțe și cele mai riguroase cerințe de calitate ale oricărei industrie. Certificarea sistemului de calitate AS9100, inspecția primului articol (FAI) conform AS9102 și trasabilitatea materialului de la certificatul de fabrică până la piesa finită sunt cerințe standard. Prelucrarea CNC cu mai multe axe cu 5 axe este standard pentru componentele structurale complexe; unele piese aerospațiale din titan și Inconel au un raport buy-to-fly de 10:1 sau mai mare (10 kg de materie primă prelucrate pentru a produce o piesă finită de 1 kg), ceea ce face ca selecția materialului și eficiența prelucrării să conducă la costuri critice.
Implanturile ortopedice (înlocuiri articulare, plăci osoase, șuruburi), instrumentele chirurgicale, componentele dentare și carcasele echipamentelor de diagnosticare sunt categorii majore de piese metalice medicale prelucrate CNC. Titanul și oțelul inoxidabil 316L sunt materialele dominante. Certificarea sistemului de calitate ISO 13485 este necesară pentru fabricarea dispozitivelor medicale prin contract. Finisarea suprafeței este o variabilă critică de performanță pentru implanturi — valorile Ra de 0,1–0,2 µm sau mai bune sunt specificate pentru suprafețele articulate pentru a minimiza generarea de reziduuri de uzură, necesitând șlefuire de finisare sau electrolustruire după prelucrarea CNC.
Producția de automobile de mare volum folosește prelucrarea CNC în primul rând pentru componentele care necesită o precizie pe care numai turnarea sau forjarea nu o pot atinge - chiulasele și blocurile motorului (prelucrarea finală a alezajelor, fețelor și găurilor filetate), carcase de transmisie, corpuri de etrier și arbori de precizie. Aplicațiile pentru sporturile cu motor și autovehiculele de performanță folosesc aproape exclusiv piese metalice prelucrate CNC - biele din titan, montanți și componente de suspensie din aluminiu, galerii de admisie din aluminiu și butuci de roți de precizie sunt toate exemple. Certificarea sistemului de calitate IATF 16949 și documentația PPAP (Proces de aprobare a părților de producție) sunt standard în lanțurile de aprovizionare de producție auto.
Uneltele de foraj, componentele capului de sondă, corpurile de supape, blocurile colectoare și fitingurile pentru vase sub presiune din industria petrolului și gazelor necesită strunjire și frezare CNC cu diametru mare în aliaje de înaltă rezistență, inclusiv oțel 4140, Inconel și inoxidabil Duplex. Componentele sunt supuse unor presiuni extreme, medii corozive și cicluri de temperatură care necesită atât performanța materialului, cât și precizia dimensională. Cerințele de calificare a materialelor NACE MR0175/ISO 15156 pentru mediile de serviciu acru (H₂S) restricționează materialele permise și stările de tratament termic pentru multe componente de foraj.
Piesele prelucrate CNC din aluminiu și oțel inoxidabil de precizie sunt standard în echipamentele de capital cu semiconductori - brațe robotice de manipulare a plachetelor, componente ale camerei de vid, etape de precizie și dispozitive de metrologie. Planeitatea, paralelismul și toleranțele de poziție în intervalul de ± 0,005 mm sunt comune pentru piesele echipamentelor semiconductoare. Aluminiul 6061-T6 și 7075-T6 sunt standard, cu anodizare dură oferind suprafețele rezistente la uzură necesare pentru durata de viață a componentelor robotizate. Carcasele electronice de larg consum — șasiu pentru laptop, rame pentru telefon, carcase pentru difuzoare — sunt, de asemenea, produse în volume mari din aluminiu prelucrat CNC, cu finisaje sablate și anodizate, oferind aspectul premium la care se așteaptă piața.
Indiferent dacă se aprovizionează cu prototipuri de piese prelucrate CNC sau se califică un furnizor pentru volume de producție, același set de atribute de capacitate și calitate determină dacă un furnizor de prelucrare poate produce în mod fiabil piese conform cerințelor dumneavoastră.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025