2026-05-28
2026-05-28 Toleranțe măsurate în miimi de inch. Asta e lumea piese de prelucrare CNC de precizie — componente produse de mașini-unelte controlate de computer care îndepărtează materialul dintr-o piesă solidă pentru a obține dimensiuni exacte, finisaje ale suprafeței și caracteristici geometrice. Spre deosebire de piesele prelucrate de uz general, componentele CNC de precizie sunt menținute la toleranțe strânse, adesea în ±0,001 inchi (±0,025 mm) sau mai strânse, în funcție de aplicație.
Miezul procesului este automatizarea. Un model CAD este tradus în instrucțiuni de cod G care direcționează mișcările axei, vitezele axului, vitezele de avans și adâncimea de tăiere, fără spațiu pentru interpretare manuală. Fiecare trecere a sculei de tăiere urmează un traseu definit, motiv pentru care două piese produse la o săptămână una de alta pe aceeași mașină ies identice dimensional. Această repetabilitate este ceea ce face componentele de precizie CNC indispensabile în industria aerospațială, dispozitive medicale, robotică, auto și producție de electronice.
Ceea ce separă o piesă „de precizie” de o piesă prelucrată standard nu sunt doar numerele mai strânse de pe un desen – ci este întregul mediu de producție: săli de mașini cu temperatură controlată, scule echilibrate rigid, protocoale de inspecție în mai multe puncte și certificări ale materialelor din stocul brut. Atunci când o piesă joacă un rol structural sau funcțional într-un ansamblu mai mare, prelucrarea CNC de precizie este aproape întotdeauna alegerea potrivită.
Diferitele operațiuni de tăiere servesc geometrii diferite, iar cele mai complexe piese de precizie necesită o combinație de procese. Înțelegerea operațiunii produce care caracteristică îi ajută pe ingineri să scrie desene mai bune și îi ajută pe cumpărători să pună întrebări mai inteligente atunci când își aprovizionează piese.
Frezarea folosește scule de tăiere rotative în mai multe puncte pentru a îndepărta materialul pe suprafețe plane sau conturate, fante, buzunare și găuri. Frezarea pe 3 axe se ocupă de majoritatea pieselor prismatice, în timp ce mașinile de frezat cu 4 și 5 axe pot înclina piesa de prelucrat sau axul pentru a ajunge la subtăieri și geometrii curbe complexe într-o singură configurație - reducând erorile de fixare care se acumulează atunci când o piesă trebuie repoziționată de mai multe ori.
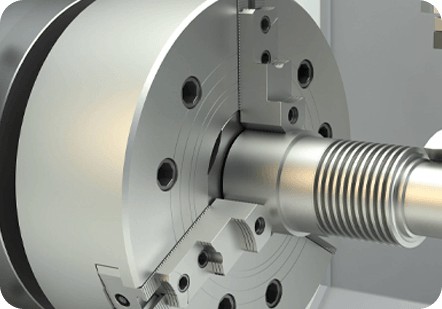
Rotirea rotește piesa de prelucrat împotriva unei scule de tăiere staționare, făcând-o procesul de bază pentru piesele cilindrice: arbori, bucșe, elemente de fixare filetate, duze și fitinguri. Centrele moderne de strunjire CNC includ adesea scule sub tensiune - atașamente de frezare și găurire - astfel încât găurile transversale, plate și canalele cheie pot fi adăugate în aceeași operațiune fără a muta piesa într-o freză.
Strungurile de tip elvețian ghidează bara lungă și subțire printr-o bucșă de ghidare poziționată foarte aproape de zona de tăiere. Deoarece materialul este susținut chiar la tăiere, aceste mașini obțin o rotunjime excepțională și un finisaj al suprafeței pe piesele cu diametru mic - gândiți-vă la știfturi medicale, implanturi dentare, componente de ceas și tije de supape miniaturale. Diametrele sub 32 mm sunt punctul dulce tipic.
EDM erodează materialul folosind scântei electrice controlate mai degrabă decât tăierea mecanică. EDM cu sârmă taie profile 2D complexe prin oțel întărit, practic fără forțe de tăiere, făcându-l ideal pentru cavități de matriță, seturi de perforare și matriță și caracteristici ale turbinei aerospațiale care s-ar devia în cazul sculelor convenționale. Este mai lent decât frezarea, dar atinge toleranțe de ±0,0001 inci în materiale dure.
Atunci când o piesă are nevoie de o suprafață plană cu o rugozitate a suprafeței Ra de o singură cifră sau o precizie dimensională submicroană, șlefuirea suprafeței preia de la frezare. O roată abrazivă rotativă îndepărtează micro-cantități de material în treceri măsurate în miimi de milimetru. Componentele din oțel de scule călite și blocurile de măsurare de precizie sunt candidați tipici.
Selectarea materialului afectează prelucrabilitatea, capacitatea de toleranță finală, calitatea finisării suprafeței și performanța pieselor. Materialul potrivit pentru o componentă prelucrată cu precizie depinde de cerințele mecanice, mediul de operare, obiectivele de greutate și nevoile de post-procesare.
| Material | Aplicații tipice | Puncte forte | Considerații |
|---|---|---|---|
| Aluminiu 6061-T6 / 7075-T6 | Suporturi aerospațiale, carcase, suporturi optice | Prelucrabilitate excelentă, greutate redusă, conductivitate termică bună | Duritate mai mică decât oțelul; tratamentul de suprafață este adesea necesar |
| Oțel inoxidabil 303 / 316 | Instrumente medicale, piese pentru procesarea alimentelor, accesorii marine | Rezistență la coroziune, biocompatibilitate | Se întărește în timpul tăierii; necesită unelte mai ascuțite |
| Titan grad 5 (Ti-6Al-4V) | Elemente de fixare aerospațiale, implanturi ortopedice | Raport mare rezistență-greutate, biocompatibilitate excelentă | Conductibilitatea termică slabă cauzează uzura sculei; sunt necesare viteze mici de tăiere |
| alamă (C360) | Corpuri de supape, fitinguri, conectori electrici | Prelucrabilitate remarcabilă, frecare scăzută, rezistent la coroziune | Nu este potrivit pentru roluri structurale la temperaturi ridicate sau de înaltă rezistență |
| PEEK | Echipamente de manipulare a semiconductoarelor, dispozitive medicale | Rezistență chimică, proprietăți mecanice excelente la temperaturi ridicate | Cost ridicat al materialului; necesită o evacuare atentă a așchiilor |
| Oțel carbon 4140 | Arbori, angrenaje, dispozitive de scule | Rezistență ridicată, prelucrabilitate bună înainte de întărire | Susceptibil la coroziune; necesită adesea acoperire |
Sfat profesionist la comanda: solicitați întotdeauna un certificat de material (numit și certificat de moară sau certificat de conformitate) cu piesele dumneavoastră. Acest document confirmă faptul că stocul brut îndeplinește compoziția și proprietățile mecanice ale aliajului specificate - o cerință nenegociabilă pentru lanțurile de aprovizionare aerospațiale, medicale și de apărare.
Piesele prelucrate cu precizie apar oriunde defecțiunea nu este o opțiune sau oriunde distanțele de asamblare sunt măsurate în microni. Următoarele industrii reprezintă utilizatorii cu cel mai mare volum și cei mai pretențioși ai componentelor de precizie CNC.
Paletele turbinei, corpurile actuatorului, componentele trenului de aterizare și suporturile structurale necesită toate toleranțe geometrice strânse și trasabilitate completă a materialului. Piesele CNC pentru aerospațiale sunt de obicei prelucrate din aliaje de aluminiu de calitate aerospațială, titan și aliaje de nichel de înaltă temperatură. Certificarea managementului calității AS9100 este cerința de bază pentru furnizorii din acest sector.
Instrumentele chirurgicale, implanturile ortopedice și carcasele echipamentelor de diagnostic trebuie să îndeplinească standardele de calitate ISO 13485 și, pentru dispozitivele implantabile, cerințe de biocompatibilitate completă. Piesele de precizie CNC medicale sunt adesea fabricate din oțel inoxidabil 316L sau titan de gradul 5 și necesită manipulare în cameră curată, margini fără bavuri și trasabilitate până la numărul de căldură al materiilor prime.
Componentele motorului, piesele de transmisie, legăturile de suspensie și componentele sistemului de frânare depind de prelucrarea CNC de precizie pentru consistența dimensională în volume mari de producție. În aplicațiile de sport cu motor, reducerea greutății împinge materialele spre aluminiu și titan, în timp ce toleranțele ale alezajelor lagărelor și scaunelor supapelor sunt menținute la ±0,005 mm sau mai bine.
Roboții de manipulare a plachetelor cu semiconductor, dispozitivele de testare PCB și ansamblurile radiatoare necesită componente de precizie nemagnetice, stabile dimensional. Aluminiul și PEEK sunt utilizate pe scară largă aici. Toleranțele de planeitate și paralelism pe suprafețele de împerechere sunt adesea specificate în intervalul de microni cu o singură cifră pentru a asigura un contact termic adecvat sau izolarea electrică.
Articulațiile robotizate, carcasele servomotoarelor, cărucioarele cu mișcare liniară și componentele pentru efectul final sunt prelucrate cu precizie pentru a menține precizia poziției pe parcursul a milioane de cicluri. Orice înclinare dimensională într-o îmbinare prelucrată se traduce direct în eroare de poziție la vârful sculei, motiv pentru care componentele CNC de precizie sunt fundamentale pentru performanța roboților industriali moderni.

Alegerea unui furnizor pentru piese de prelucrare CNC de precizie este o decizie de calitate la fel de mult ca o decizie de preț. O cotație mică de la un magazin care nu are echipamentul sau sistemele de calitate pentru a-ți păstra toleranțele va costa mai mult în piese respinse, întârzieri și re-aprovizionare decât o cotație puțin mai mare de la un partener capabil. Iată ce să te uiți:
Cea mai mare pârghie pentru costul pieselor prelucrate CNC de precizie este desenul în sine. Inginerii care înțeleg constrângerile de prelucrare pot proiecta piese care sunt mai rapide de produs, mai ușor de inspectat și mai puțin susceptibile de a genera resturi - fără a renunța la nicio performanță funcțională.
Unul dintre cei mai frecventi factori de cost în piesele de precizie este supratoleranța. Dacă o toleranță de ±0,050 mm este suficientă din punct de vedere funcțional, apelarea ±0,005 mm dublează sau triplează timpul de prelucrare și declanșează pași suplimentari de inspecție. Rezervați toleranțe strânse pentru caracteristicile care se potrivesc efectiv cu alte componente, suportă sarcini sau creează suprafețe de etanșare. Orice altceva ar trebui să aibă cea mai slabă toleranță care încă funcționează.
Buzunarele adânci cu raze mici de podea necesită freze cu diametru mic, care sunt fragile, lente și costisitoare de rulat. Un buzunar cu o adâncime de 50 mm și o rază de colț de 1 mm poate costa de cinci ori mai mult de prelucrat decât același buzunar cu o rază de colț de 3 mm. Ori de câte ori este posibil, proiectați razele interne pentru a se potrivi cu diametrele standard ale sculei și limitați raporturile adâncime-lățime la cel mult 4:1.
De fiecare dată când o piesă este deblocată și repoziționată, există riscul unei erori de poziție acumulate. Dacă o piesă poate fi prelucrată complet în una sau două configurații în loc de patru, va fi mai precisă, mai rapidă de produs și mai puțin costisitoare. Gândiți-vă la modul în care va fi fixată piesa atunci când aranjați caracteristici pe mai multe fețe.
Formele de filet non-standard și diametrele de găuri ciudate necesită unelte speciale pe care mașiniștii ar putea să nu le aibă în stoc. Standardizarea la dimensiunile comune ale filetului metric sau unificate (M3, M4, M6 sau #4-40, #6-32, 1/4-20) menține costurile sculelor scăzute și timpii de livrare scurti. Aceeași logică se aplică găurilor alezate - specificarea unui diametru standard de alezare precum 6H7 sau 8H7 evită comenzile de scule personalizate.
Aluminiul brut prelucrat se oxidează. Oțelul ruginește. Chiar și oțelul inoxidabil se poate coroda în medii agresive. Post-procesarea este locul în care un semifabricat prelucrat devine o piesă pregătită pentru producție, adăugând rezistență la coroziune, rezistență la uzură, duritate sau finisaj cosmetic.
O piesă prelucrată cu precizie este la fel de bună ca măsurarea care confirmă că se află în toleranță. Controlul calității într-un atelier serios de precizie CNC nu este o poartă finală la sfârșitul producției - este țesut în fiecare pas.
Inspecție în proces folosește sisteme de palpare pe mașina unealtă în sine pentru a măsura caracteristicile critice la mijlocul ciclului și pentru a compensa automat uzura sculei. Aceasta prinde deriva înainte de a produce un lot de piese în afara toleranței. Inspecția în afara mașinii utilizează CMM-uri (mașini de măsurare a coordonatelor) pentru a verifica geometria 3D complexă față de modelul CAD original, producând un raport de inspecție formal cu dimensiunile reale vs. nominale pentru fiecare caracteristică critică.
Pentru lanțurile de aprovizionare reglementate, un pachet complet de calitate include de obicei: rapoarte de inspecție dimensională, certificate de materiale, inspecție de finisare (măsurători de rugozitate a suprafeței, inspecție vizuală pentru bavuri) și un certificat de conformitate semnat de un inginer de calitate. Unele contracte necesită, de asemenea, date privind controlul statistic al procesului (SPC) care să arate că procesul de producție este stabil pe întreaga durată – nu doar că câteva piese de eșantion au fost în limitele toleranței.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025