2026-05-08
2026-05-08 Fabricarea arborelui de transmisie este procesul de proiectare, formare, prelucrare, asamblare și testare a componentelor mecanice rotative care transmit cuplul și puterea de rotație de la un motor sau motor către roți, osii sau alte componente antrenate. Un arbore de transmisie - numit și arbore de transmisie, arbore de transmisie sau arbore de transmisie în funcție de aplicație - trebuie să suporte simultan sarcini mari de torsiune, să reziste la îndoire sub forțe dinamice, să funcționeze la toleranțe precise de echilibru și să supraviețuiască ani de sarcini ciclice la oboseală fără defecțiuni. Prin urmare, realizarea corectă a procesului de fabricație nu este doar o chestiune de tăiere a metalului la forma; necesită o secvență strict controlată de selecție a materialelor, operații de formare, prelucrare de precizie, tratament termic, finisare a suprafeței, asamblare și inspecție riguroasă a calității.
Arborele de transmisie sunt utilizați într-o gamă enormă de aplicații - autoturisme, camioane comerciale, mașini agricole, cutii de viteze industriale, sisteme de propulsie marină, sisteme de acționare aerospațială și turbine eoliene, toate se bazează pe arbori de transmisie fabricați de diferite dimensiuni, materiale și cerințe de performanță. În timp ce procesele specifice variază în funcție de aplicație, provocările fundamentale de producție sunt consistente: obținerea preciziei dimensionale necesare, rezistenței mecanice, rigidității la torsiune și echilibrului rotațional în cadrul obiectivelor de cost și rata de producție.
Acest articol parcurge procesul complet de producție a arborelui de transmisie – de la selecția materiilor prime până la inspecția finală – care acoperă atât fabricarea arborelui de transmisie auto, cât și producția industrială a arborelui, cu detalii practice despre echipamente, procese, toleranțe și controale de calitate implicate în fiecare etapă.
Materialul ales pentru un arbore de antrenare determină rezistența, greutatea, durata de viață la oboseală, prelucrabilitatea și costul acestuia. Producătorii de arbori de transmisie selectează din mai multe categorii de materiale în funcție de cerințele de cuplu, viteza de operare, obiectivele de greutate și volumul de producție al aplicației.
Oțelurile carbon și aliate rămân materialul dominant pentru fabricarea arborelui de transmisie în aplicațiile de automobile, camioane și industriale. Oțelurile cu carbon mediu, cum ar fi SAE 1045, sunt utilizate pe scară largă pentru arbori solizi în aplicații cu cuplu mai mic datorită combinației lor bune de rezistență, tenacitate și prelucrabilitate la un cost relativ scăzut. Pentru aplicații cu cuplu mai mare sau critice la oboseală, sunt specificate oțeluri aliate precum SAE 4140 (oțel crom-molibden) și SAE 4340 (oțel nichel-crom-molibden). Aceste grade dezvoltă o curgere și o rezistență la tracțiune semnificativ mai mari după tratamentul termic - 4140 atinge de obicei 650–1.000 MPa, în funcție de tratamentul termic, în timp ce 4340 poate atinge 1.400 MPa sau mai mult în aplicațiile aerospațiale și de curse solicitante. Oțelurile de întărire, cum ar fi SAE 8620, sunt utilizate atunci când este nevoie de o suprafață dură, rezistentă la uzură, combinată cu un miez dur, ca în arborii de antrenare canelați care trebuie să reziste la frecare și uzură la interfața canelară.
Majoritatea arborilor de transmisie pentru automobile și camioane folosesc tuburi goale din oțel, mai degrabă decât bare solide. Un tub tubular oferă aproape aceeași rigiditate și rezistență la torsiune ca un arbore solid cu același diametru exterior, dar la o fracțiune din greutate, deoarece solicitarea de torsiune este cea mai mare la suprafața exterioară, iar materialul central contribuie puțin la rezistența la torsiune. Tuburile de oțel trase la rece fără sudură (de obicei 1026 sau 1020 DOM — trase peste dorn) sunt standardul pentru fabricarea tuburilor arborelui de transmisie auto. Grosimea peretelui tubului, diametrul exterior și calitatea de oțel sunt selectate prin calcule ale tensiunii de torsiune și încovoiere pentru a îndeplini cerințele de cuplu și viteză critică ale vehiculului.
Arborele de transmisie din aluminiu - fabricați în principal din tuburi din aliaj 6061-T6 sau 7075-T6 - oferă o reducere a greutății cu 60–65% în comparație cu arborii echivalenti din oțel. Această reducere a greutății îmbunătățește economia de combustibil al vehiculului, reduce inerția de rotație (îmbunătățirea răspunsului la accelerație) și scade NVH (zgomot, vibrații, asprime) prin creșterea vitezei critice a arborelui. Fabricarea arborelui de transmisie din aluminiu este comună în vehiculele de performanță, camioanele ușoare și aplicațiile de curse. Principala provocare de fabricație cu aluminiu este obținerea de atașare fiabilă a jugului sau a racordului de capăt - rezistența mai mică a aluminiului necesită o proiectare atentă a îmbinării, folosind adesea sudarea prin frecare sau metode de atașare prin presare și șuruburi, mai degrabă decât sudarea cu arc convențională.
Arborele de transmisie cu polimer armat cu fibră de carbon (CFRP) oferă cea mai mare rigiditate specifică și cea mai mică greutate dintre orice material al arborelui de transmisie, făcându-le alegerea preferată în aplicațiile de înaltă performanță auto, sport cu motor și aerospațiale, unde greutatea și dinamica de rotație sunt primordiale. Fabricarea arborelui de transmisie CFRP folosește înfășurarea filamentului - un proces în care câlțile din fibră de carbon impregnate cu rășină epoxidice sunt înfășurate peste un dorn la unghiuri precise pentru a dezvolta rigiditatea necesară la torsiune și la încovoiere - urmată de întărire într-o autoclavă sau cuptor. Fitingurile de capăt metalice sunt lipite și fixate mecanic de tubul compozit. Arborii din fibră de carbon pot atinge viteze critice de 2-3 ori mai mari decât arborii echivalenti din oțel, permițând arborilor de transmisie dintr-o singură bucată să înlocuiască ansamblurile din oțel din două piese în aplicații mai lungi.
Un proces complet de fabricare a arborelui de transmisie implică mai multe operații secvențiale. Fiecare pas se bazează pe cel anterior, iar controlul calității în etapele intermediare este esențial pentru a evita erorile combinate care afectează performanța produsului final.
Materia primă ajunge la producătorul arborelui de antrenare sub formă de bară tăiată la lungime, tub fără sudură sau tub spiralat, în funcție de metoda de producție. Dispozitivele de tăiere cu ferăstrău la rece sau roțile de tăiere abrazive taie materialul la o lungime grosieră, cu o cantitate mică de prelucrare. Capetele tăiate sunt debavurate pentru a îndepărta muchiile ascuțite care ar putea deteriora sculele din aval sau pot crea concentrații de tensiuni. Pentru arborele tubului tubular, rectitudinea tubului este verificată în această etapă - tuburile cu arc excesiv sunt respinse sau îndreptate înainte de prelucrare ulterioară, deoarece rectitudinea tubului afectează direct deformarea și echilibrul final al arborelui.
Fitingurile de capăt ale unui arbore de antrenare - juguri, flanșe și arbori țevi - sunt de obicei fabricate separat prin forjare la cald sau forjare la rece înainte de a fi atașate la tub. Forjarea la cald încălzește țagla de oțel la 1.100–1.250°C și o modelează sub forțe mari de presare într-un set de matrițe. Forjarea la cald produce piese cu un flux excelent de cereale aliniat cu geometria piesei, rezultând o rezistență la oboseală mai mare decât alternativele prelucrate din bară. Piesele semifabricate forjate sunt apoi tăiate, sablate pentru a îndepărta calcarul și trecute la operațiunile de prelucrare. Pentru producția de automobile de mare volum, forjarea la rece a fitingurilor mai mici este, de asemenea, comună - forjarea la rece produce toleranțe dimensionale mai strânse și o finisare mai bună a suprafeței direct din forjă, reducând cerințele ulterioare de prelucrare.
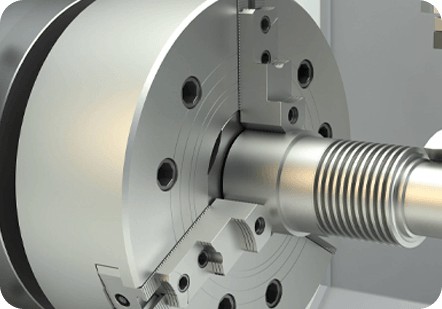
Operațiile de strunjire de precizie stabilesc diametrele critice, suprafețele de rulment și caracteristicile umărului arborelui de antrenare. Centrele de strunjire CNC prelucrează arborele între centre (folosind găurile centrale șlefuite în ambele capete) pentru a menține concentricitatea pe toate diametrele strunjite. Toleranțele lagărelor lagărelor sunt de obicei potriviri h6 sau k6 - care necesită o precizie diametrală de 10-20 micrometri - obținute prin strunjirea de finisare urmată de șlefuire cilindrică. Secțiunile canelare sunt produse prin frezare cu freza, broșare sau CNC, în funcție de geometria și volumul canelului. Canelurile externe de pe arborii de transmisie auto sunt cel mai frecvent laminate la rece, mai degrabă decât tăiate - laminarea la rece deplasează metalul spre exterior pentru a forma dinții caneluri, producând o suprafață întărită prin muncă cu tensiuni reziduale de compresiune care îmbunătățesc semnificativ durata de viață la oboseală în comparație cu canelurile prelucrate.
Pentru arborii de transmisie din oțel, tubul și jugul de capăt sau flanșele sunt îmbinate prin sudare - cel mai frecvent sudare prin frecare (rotativă sau liniară) sau sudare MIG/MAG. Sudarea prin frecare este metoda preferată în producția de arbori de transmisie auto pentru volum mare, deoarece produce suduri de înaltă calitate, complet consolidate, fără metal de adaos, porozitate sau zone afectate de căldură (HAZ) asociate cu sudarea prin fuziune. În procesul de sudare prin frecare, o componentă se rotește cu viteză mare, în timp ce cealaltă este ținută staționară și apăsată pe ea axial; căldura de frecare plastifiază materialul de interfață, iar când rotația se oprește, o forță axială de forjare consolidează îmbinarea. Îmbinările arborelui de transmisie sudate prin frecare ating 90-100% din rezistența metalului de bază și pot fi produse la timpi de ciclu de 15-30 de secunde per îmbinare. Pentru arbori de vehicule industriale și comerciale cu volum mai mic, sudarea MIG cu inspecție adecvată de preîncălzire și post-sudare este metoda standard de îmbinare.
Tratamentul termic după prelucrare și sudare dezvoltă proprietățile mecanice necesare în materialul arborelui. Călirea directă (călire și revenire) a arborilor din oțel aliat aduce materialul la duritatea și rezistența la rupere specificate - de obicei 28–35 HRC pentru arbori industriali generali și 38–48 HRC pentru aplicații de înaltă performanță. Călirea prin inducție este utilizată pe scară largă pentru a căli selectiv lagărele, canelurile și alte suprafețe de uzură de pe arbore, fără a întări întreaga componentă. Procesul de inducție încălzește o zonă localizată foarte rapid folosind inducția electromagnetică, urmată de răcire imediată prin stingere, producând un strat de suprafață martensitic dur (de obicei 1-3 mm adâncime) cu un miez dur neîntărit. Suprafețele întărite prin inducție ating de obicei 55-62 HRC și au tensiuni reziduale de compresiune benefice care sporesc rezistența la oboseală. După întărire, revenirea la temperatură joasă la 150–200°C ameliorează solicitările de călire fără a reduce semnificativ duritatea.
Tratamentul termic și sudarea introduc invariabil o oarecare distorsiune în arbore. Îndreptarea se efectuează pe o mașină de îndreptat prin presă sau un sistem de îndreptare controlat de CNC care măsoară deformarea arborelui în mai multe puncte și aplică forțe de îndoire controlate pentru a aduce arborele în toleranța de rectitudine specificată - de obicei 0,2–0,5 mm denivelare totală a indicatorului (TIR) pe întreaga lungime a arborelui pentru aplicații auto și la fel de strâns ca și 0,05 mm TIR pentru axele industriale de precizie. Îndreptarea trebuie făcută cu atenție pentru a evita suprasolicitarea arborelui sau introducerea unor tensiuni reziduale care provoacă re-îndoirea în exploatare.
Șlefuirea cilindrică a rulmenților și a suprafețelor de etanșare aduce dimensiunile la toleranța finală și obține finisajul necesar al suprafeței. Rotunzile lagărelor de pe arbori industriali de precizie sunt în mod obișnuit șlefuite până la Ra 0,4–0,8 µm și menținute la rotunjime în 5 micrometri. Șlefuirea fără centre este utilizată pentru știfturi întăriți și pentru diametre mai mici ale arborelui, unde șlefuirea între centre este nepractică. Unele aplicații necesită suprafinisare (slefuire sau șlefuire a rulmenților lagăre la Ra sub 0,1 µm) pentru a minimiza frecarea și uzura rulmentului. Peening-ul de suprafață este aplicat în zonele critice de oboseală - în special la razele de filet, caneluri și vârfuri de sudură - pentru a introduce tensiuni reziduale de compresiune benefice care prelungesc durata de viață la oboseală cu 20-50% în comparație cu suprafețele nepeenizate.

Echilibrarea dinamică este una dintre cele mai importante operații în fabricarea arborelui de transmisie și una dintre cele mai frecvent înțelese greșit. Orice arbore rotativ are masa distribuită în jurul axei sale de rotație și, dacă această distribuție a masei nu este perfect simetrică, arborele generează forțe centrifuge pe măsură ce se rotește, care produc vibrații, zgomot, sarcini la rulmenți și, în cele din urmă, daune cauzate de oboseală în trenul de transmisie. Cu cât viteza de operare este mai mare, cu atât echilibrul devine mai critic – chiar și mase mici dezechilibrate creează forțe centrifuge mari la turații mari.
Arborele de transmisie sunt echilibrate pe mașini de echilibrare dinamică care rotesc arborele și măsoară forțele de vibrație generate în două planuri de corecție simultan. Aparatul calculează mărimea și poziția unghiulară a dezechilibrului în fiecare plan și afișează corecția necesară. Corectarea se face prin adăugarea de greutăți de echilibrare (de obicei cleme mici sau melci sudate), găurirea sau frezarea materialului din puncte grele sau adăugarea de argilă de corecție pentru încercările inițiale de configurare. Arborele de transmisie auto sunt de obicei echilibrați la ISO 1940 Grad G6.3 sau mai bine, ceea ce înseamnă că dezechilibrul specific rezidual este mai mic de 6,3 grame-milimetri per kilogram de masă arborelui pe plan de corecție. Arborii de mare viteză sau de precizie sunt echilibrați la G2.5 sau G1.0. După echilibrare, arborele este reînvârtit pentru a verifica dacă dezechilibrul rezidual este în limitele specificațiilor înainte de a trece la inspecția finală.
Producătorii de arbori de transmisie aplică o strategie de inspecție a calității stratificată care combină verificările în timpul procesului la fiecare etapă de fabricație cu inspecția finală a ansamblului finalizat. Tabelul de mai jos rezumă principalele metode de inspecție utilizate în fabricarea arborelui de transmisie și ceea ce verifică fiecare:
| Metoda de inspecție | Ce verifică | Etapa aplicată |
| Inspecție dimensională CMM | Toate diametrele critice, lungimile, caracteristicile GD&T | Postprelucrare, finală |
| Măsurarea curgerii (TIR) | Rectitudinea arborelui și concentricitatea | Post-îndreptare, finală |
| Testarea durității (Rockwell) | Duritatea suprafeței și a miezului după tratamentul termic | Tratament post-încălzire |
| Inspecția particulelor magnetice (MPI) | Fisuri la suprafață și aproape de suprafață, defecte de sudură | Post-sudare, post-șlefuire, finală |
| Testare cu ultrasunete (UT) | Defecte interne, integritatea sudurii, defecte de material | Aplicații critice post-sudare |
| Test de echilibru dinamic | Dezechilibru rezidual în două planuri de corecție | Post-asamblare, finală |
| Testarea oboselii la torsiune | Durata de viață a arborelui în condiții de încărcare ciclică a cuplului | Dezvoltare, audit periodic de productie |
| Măsurarea rugozității suprafeței | Ra și Rz ale rulmenților și suprafețelor de etanșare | Post-slefuire, finală |
| Inspecția profilului spline | Profilul dintelui spline, plumbul, pasul și clasa de potrivire | Operație post-spline, finală |
În timp ce procesele de producție de bază sunt similare între aplicații, producția arborelui de transmisie variază semnificativ în detaliu, în funcție de industrie și de cerințele specifice de performanță implicate.
Producția de arbori de transmisie a autoturismelor și camioanelor ușoare se caracterizează prin volum mare, control strict al costurilor și standarde riguroase de calitate OEM. Liniile de producție pentru arbori cardanici de automobile folosesc de obicei sudarea automată prin frecare a jugurilor forjate la țevi de oțel DOM, mașini de echilibrare CNC integrate în linie și teste de sfârșit de linie 100%, inclusiv verificarea dimensională, verificările integrității sudurii și confirmarea echilibrului dinamic. Ansamblurile de îmbinare cu viteză constantă (CV) pentru arborii de axă a roților din față implică șlefuirea de precizie a căilor cu bile, tratarea termică controlată a ansamblurilor interioare și exterioare și asamblarea camerei curate pentru a preveni contaminarea îmbinării umplute cu grăsime. Producătorii de arbori de transmisie auto trebuie să respecte standardele de management al calității IATF 16949 și să trimită PPAP-uri (Procese de aprobare a pieselor de producție) clienților OEM înainte de lansarea producției.
Producția industrială de arbori de transmisie pentru cutii de viteze, pompe, compresoare și mașini grele implică de obicei volume mai mici, dimensiuni mai mari ale arborelui și grosimi de secțiuni mai grele decât lucrările auto. Arborii sunt adesea prelucrați din bară plină, mai degrabă decât din tub, iar operațiunile de prelucrare implică tăieturi grele de degroșare urmate de semifinisare și strunjire de finisare, șlefuire și broșare sau frezare a canelurii. Arborii industriali mai mari sunt normalizați sau recoapți înainte de prelucrare pentru a reduce tensiunile de forjare sau laminare, apoi sunt căliți și reveniți la proprietățile finale. Acoperirea testelor nedistructive este de obicei mai extinsă pe arborii industriali - inspecția 100% cu ultrasunete a materiei prime și inspecția cu particule magnetice a suprafețelor finisate este obișnuită pentru aplicații critice, cum ar fi arborii de ieșire a cutiei de viteze în turbinele eoliene sau sistemele de propulsie marine.
Producția aerospațială a arborelui de transmisie – pentru rotoarele de coadă a elicopterului, transmisiile de accesorii pentru aeronave și sistemele de acționare – necesită cea mai înaltă precizie, trasabilitate a materialelor și documentație de proces pentru orice aplicație de arbore de transmisie. Materialele sunt de obicei oțel de calitate aerospațială 4340M (VAR — retopire cu arc în vid), aliaj de titan (Ti-6Al-4V) sau CFRP. Fiecare lot de material poate fi urmărit până la certificarea topiturii și înregistrările testelor mecanice. Toate operațiunile de prelucrare, tratament termic și tratare a suprafeței sunt efectuate prin procese controlate, calificate, cu înregistrări complete păstrate pe toată durata de viață a aeronavei. Inspecția NDT include inspecția cu penetrant fluorescent (FPI) a tuturor suprafețelor, inspecția cu ultrasunete a pieselor forjate și verificarea dimensională a CMM-urilor cu calibrare trasabilă la standardele naționale. Arborii aerospațiali finiți sunt supuși testării cuplului de testare înainte de acceptare, iar arborii critici pentru zbor pot necesita testare la rotație la viteza de funcționare pentru a verifica integritatea structurală.
Înțelegerea celor mai frecvente moduri de defecțiune în producția de arbore de transmisie îi ajută pe producători să implementeze măsuri preventive țintite la etapele corecte ale procesului.
Un proces disciplinat de fabricare a arborelui de transmisie – cu controale clare ale procesului, măsurători în proces și testare finală de verificare – este ceea ce separă arborii de transmisie care oferă în liniște sute de mii de kilometri de service fiabil de cei care generează returnări în garanție, plângeri NVH și defecțiuni pe teren. Investiția în capacitatea de proces în fiecare etapă de producție este întotdeauna mai rentabilă decât descoperirea defectelor la inspecția finală sau, mai rău, pe teren.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025