2026-05-09
2026-05-09 Nu orice proiect rulează la scară de producție în masă. Startup-urile care construiesc produse motorizate de prima generație, echipele de ingineri care validează un nou design de transmisie și OEM-urile care aprovizionează arbori de înlocuire pentru echipamentele vechi au aceeași nevoie: un număr mic de arbori de motoare de precizie fabricați conform specificațiilor exacte, fără a fi forțați la o comandă minimă de mii. Producția de arbore a motorului în loturi mici umple acest gol – iar cererea pentru acesta a crescut constant, pe măsură ce ciclurile de dezvoltare a produselor se scurtează și aplicațiile de motoare personalizate devin mai răspândite.
Provocarea este că arborii motorului nu sunt piese disponibile la raft, așa cum sunt elementele de fixare sau rulmenți standard. Diametrul, lungimea, geometria canalului de cheie, finisarea suprafeței și calitatea materialului trebuie să se potrivească cu carcasa motorului specific și sarcina antrenată. Comandarea în cantități mici adaugă un alt nivel de complexitate: costurile pe unitate sunt mai mari, nu toate atelierele de mașini sunt pregătite pentru lucrări de precizie cu volum redus, iar timpii de livrare pot varia semnificativ în funcție de modul în care un furnizor își structurează nivelul de producție. Înțelegerea modului de navigare în acești factori este punctul de plecare pentru o comandă de succes pentru loturi mici.
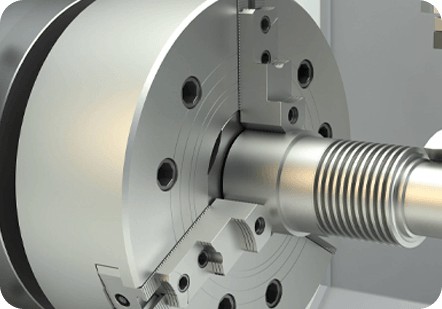
Înainte de a plasa orice comandă, este de ajutor să aveți o imagine clară a ceea ce face din arborele motorului o componentă de precizie, mai degrabă decât o simplă piesă strunjită. Cerințele funcționale sunt solicitante: arborele trebuie să transmită cuplul fără a se deforma, să mențină toleranțe dimensionale strânse la zonele de contact ale rulmentului și să reziste la oboseală în condiții de încărcare ciclică. Fiecare decizie de material și geometrie decurge din aceste cerințe.
Alegerea materialelor pentru ax motor de loturi mici prelucrarea se reduce de obicei la trei opțiuni principale, fiecare cu compromisuri practice:
| Material | Gradul tipic | Cel mai bun pentru | Note |
| Oțel carbon | 1045, 1060 | Motoare de uz general, proiecte sensibile la costuri | prelucrabilitate bună; tratabil termic pentru duritate suplimentară |
| Oțel aliat | 4140, 4340 | Aplicații cu cuplu mare sau cu viteză mare | Rezistență superioară la oboseală; standard pentru arbori de motor industrial |
| Oțel inoxidabil | 303, 316 | Medii alimentare, medicale sau corozive | Cost mai mare pentru materiale și prelucrare; rezistență mai mică decât oțelul aliat |
Atunci când trimiteți un desen sau un RFQ pentru un arbore de motor personalizat, următoarele caracteristici trebuie să fie clar definite pentru a evita trecerea cu atelierul de mașini:
Toleranța este locul în care comenzile de arbore a motorului cu loturi mici întâmpină cel mai adesea probleme. Supraspecificarea toleranțelor adaugă timp și costuri de prelucrare pentru fiecare piesă; subspecificarea lor duce la probleme de potrivire în asamblare. Abordarea practică este de a aplica toleranțe strânse numai acolo unde performanța funcțională le cere cu adevărat și de a utiliza toleranțe comerciale standard peste tot.
Scaunele lagărelor sunt zona cea mai critică de toleranță pe un arbore de motor tipic. O potrivire de interferență k5 sau m5 pe diametrul exterior al arborelui este obișnuită pentru rulmenții cu fixare prin presare, în timp ce o potrivire j5 sau h6 se potrivește rulmenților care necesită îndepărtare ocazională. La capătul de antrenare – unde un cuplaj, scripete sau roată dințată interacționează cu arborele – o toleranță h6 sau h7 pe diametrul arborelui este de obicei suficientă. Toleranțele pentru lățimea canalelor de cheie urmează standardele ISO sau DIN, în funcție de piața dvs. țintă, iar furnizorul dvs. ar trebui să poată lucra cu oricare dintre acestea.
Pentru finisarea suprafeței, zonele de contact ale rulmenților necesită de obicei Ra 0,4–0,8 µm. Sigilarea zonelor de contact poate avea nevoie de Ra 0,2–0,4 µm pentru a preveni uzura prematură. Restul arborelui poate fi lăsat la un finisaj standard strunit (Ra 1,6–3,2 µm), ceea ce menține timpul de prelucrare și costul sub control fără a afecta funcția.

Nu toate atelierele de mașini CNC sunt potrivite pentru lucrări de precizie cu volum redus la arborele motorului. Unele magazine sunt optimizate pentru serii de producție de mare volum și fie vor refuza comenzile mici, fie le vor stabili un preț necompetitiv. Alții sunt specializați în prototipuri și componente de precizie pentru tiraje scurte și sunt cu adevărat configurați pentru a gestiona eficient comenzile de 5, 20 sau 50 de bucăți. A ști ce să cauți economisește timp în procesul de aprovizionare.
O solicitare bine structurată de ofertă scurtează dus-întors și vă oferă un preț mai precis mai rapid. Includeți cel puțin:
Înțelegerea costului variațiilor în producția de loturi mici de arbore a motorului vă ajută să luați decizii mai inteligente de proiectare și aprovizionare, mai degrabă decât să acceptați doar prima ofertă primită. Costul pe unitate în producția de volum redus este întotdeauna mai mare decât în producția de masă, dar decalajul variază considerabil în funcție de modul în care este proiectată și specificată piesa.
Timpul de configurare este cel mai mare factor de cost pentru rulajele în cantități mici. Un strung CNC trebuie programat, instrumentat și verificat înainte de tăierea primei piese - iar costul fix este repartizat pe mai puține unități dintr-un lot mic. Proiectele care minimizează numărul de operațiuni, schimbările de scule și reinstalarea pieselor vor produce cotații mai mici. Acolo unde este posibil, evitați funcțiile care necesită operațiuni secundare: găuri decentrate, găuri încrucișate complexe sau profile non-standard ale canalelor de cheie, toate aduc timp.
Măcinarea este un alt factor de cost semnificativ. Dacă aplicația dumneavoastră necesită toleranțe strânse și finisaje fine ale suprafețelor la rulmenți, este de obicei necesară șlefuirea cilindrică după strunjire - adăugând atât timp, cât și costul echipamentului. Dacă proiectul dvs. permite toleranțe puțin mai slabe în zonele necritice, specificați-le în mod explicit pe desen, mai degrabă decât să lăsați mașinistul să respecte standardul lor cel mai strict.
Pentru comenzile cu loturi mici de arbore a motorului - în special primele articole de la un furnizor nou - merită efectuată inspecția la intrare înainte ca piesele să intre în asamblare. Detectarea unei neconformități dimensionale în etapa de intrare a mărfurilor este mult mai puțin costisitoare decât descoperirea acesteia la mijlocul asamblarii sau după ce un motor a fost construit și testat.
Verificările practice pentru a rula pe un lot de arbore a motorului primit includ:
Pentru comenzile repetate de la un furnizor calificat, un plan de eșantionare redus este rezonabil - dar o inspecție completă a primului articol la orice furnizor nou sau după orice modificare a designului merită întotdeauna investiția de timp.
Fenglan este Producător de piese electrice de precizie din China, Producători de piese de precizie pentru automobile şi Furnizori de piese industriale de precizie. Partenerul dvs. de încredere în producția de piese și componente din 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China
Add: No.60, East Zhuanghe Road, orașul Chunjiang, satul Wei, districtul Xinbei, orașul Changzhou, China  Confidențialitate
Confidențialitate



 +86-13861233850
+86-13861233850 
 17-09-2025
17-09-2025